

来源:网络转载 更新时间:2020-09-08 10:22:11点击次数:3907次
0引言
药品和食品行业是国家的重要行业,在国民经济中占据重要地位,此外,食品和药品与人民的日常生活息息相关,关系到人民的身体健康和平均寿命的长短。所以食品和药品是人民必不可少的,十分重要。食品药品的保质保量生产十分重要。研究一种药品颗粒包装机的电器控制。他可以极大的提高药品包装的效率和质量,节省人工和成本。
1包装机控制系统构成及控制原理
包装机主电机采用变频器驱动,这可以达到稳定抗干扰的目的。釆用PLC做为主要控制单元,控制一些阀、中间继电器和固态继电器等,达到各种控制功能,从而达到对颗粒包装机机械部件的控制,完成对颗粒药品的包装。检测系统采用光电传感器,接近开关等器件,达到对包材和药品的检测。这些检测信号送给PLC.PLC通过这些检测信号来进行控制。旋转编码器的位置信号给到PLC的高速脉冲计数器,PLC根据旋转编码器的位置决定何时纵封,横封,打字,纵切,横切等一系列机械动作。旋转编码器采用360。的绝对式编码器。台达公司生产的AB系列伺服驱动器驱动纵封辐。
1.1硬件部分
硬件包括:采用60点继电器型输出的PLC作为主控单元。36点输入、24点输出。输入信号主要有旋转编码器输入信号、光电传感器信号、铝箔极限位置信号、铝箔位置错误信号、启动、停止、点动、填充和急停等按钮信号。输出信号有以下控制信号和电机:横切离合,断线离合,上料离合,横切制动,断线制动,横切差速电机,断线差速电机,打字差速电机,放卷差速电机。电源开关采用断路器,当电流过载时,断路器自动跳起,将电源断开,可以达到电源电流过载保护的目的,防止因过流毁坏电器件。PLC通过控制中间继电器来控制制动器,离合器和差速电机。热电偶检测纵封和横封加热辗温度,然后通过温控表来控制固态继电器的导通和关断,从而控制纵封和横封辘加热的温度。变频器选用台达公司的VFD-B型变频器。电源220V交流电源,输出U,V,W三相交流电,驱动三相异步电机。伺服驱动器采用台达公司生产的AB系列驱动器。伺服电机控制纵封辗的速度,达到精确位置控制的目的,精确控制袋长。电器控制盘布置见图1.
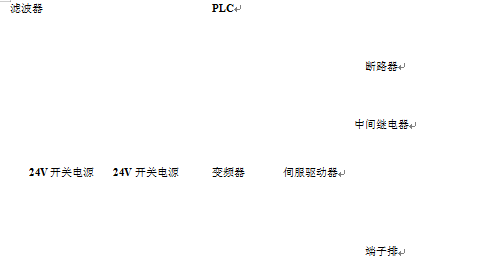
图1电器控制盘布置
1.2软件部分
釆用200系列PLC编程软件,软件名称STEP7-Mi-croWINo主程序软件流程见图2。
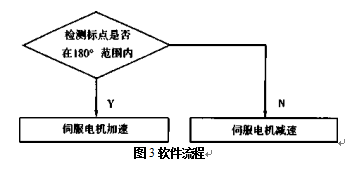
启动电源后,变频器上电后主电机启动,整机启动。PLC上电。程序启动,依次实现纵封,横封,打字,断线和横切。通过控制横切离合器,断线离合器,打字离合器来实现横切,断线,打字。通过控制横切和断线制动来停止横切和断线。对标程序部分:本部分程序实现铝箔上标点的对齐,即两边的铝箔上标点对齐。通过光电传感器检测铝箔上的标点,以180为基准,
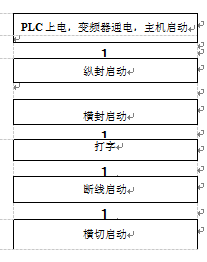
图2主程序软件流程
通过调整纵封转动速度的快慢来实现对标。以(0~180)°为基准,当在(0-180)°范围内光电传感器检测到标点时,通过控制伺服驱动器来加快私服电机转动的速度,从而加快纵封棍转动的速度。当在(180-360)°范围内光电传感器检测到标点时,通过控制伺服驱动器来减慢伺服电机转动的速度,从而减慢纵封棍转动的速度。以此来达到对标的目的。软件流程见图3
2结束语
900颗粒包装机电器控制系统,能够实现颗粒包装的功能,包装质量好,每袋质量均匀,热封效果好,极大的节省了人力,提高了劳动生产率。
文章来源于网络转载,侵删
 ×
×



