

来源:网络转载更新时间:2020-09-03 10:56:37点击次数:3065次
80年代末,国内陆续引进并迅速发展了一系列机械传动的全自动包(灌)装机,因其实现了自动化作业且投资少,占地面积小,因而深受用户的欢迎。然而,现有的包装机传动链长,传动机构复杂,当所包装物品、制袋材料及尺寸发生变化或机械传动链本身的动态误差发生变化时,各部分动作的协调调整十分困难。针对上述缺陷,我们在新型全自动包装机中加入了自动检测和控制电路,用以准确控制步进电机的运动,从而使产品岀厂时误差较小。
1全自动包装机的设计构想
新型全自动包装机采用三台步进电机分别实现落料、制袋、切断独立动作的设计方案。
1-1自动称重与填实
DXD1000型全自动包装机用一台步进电机驱动螺旋推进器自动落料,称重后送人一端封口的袋中,等待封口。一般的称重系统都是先称重后落料,但由于面粉奶粉等特殊物料在落料时易粘连等原因易导致称重不准确。在新型全自动包装机用一台步进电机驱动螺旋推进器自动落料。将物料重量转化为脉动当量。假设物品重量1500克需用1500个脉冲信号完成,按69袋/min的生产效率,设计在0.4s内完成1400个脉冲的快速落料,再用0.2实现100个脉冲的慢速落料,通过电子称重动态计量,将计量误差信号反馈到计算机系统,随机调整落料步进电机的驱动脉冲即可实现十分准确的包装计量要求,当所包装物料品种比重计量发生变化时通过自动调整相应的加减脉冲数。
1.2制袋与切割
本机采用两片塑料薄膜〈纸)自动制袋。两卷塑料薄膜分别装在机架上的两个纸卷支承上,釆用一台步进电机经一对齿轮驱动纸卷进给,塑料纸经过走纸轮后进入热压合轮,从而使纸袋两侧热合,同时剪掉纸的多余部分。为了保证塑料薄膜充分压合而不会熔化需要对温度进行测量控制,这里加装温度检测电路。为了控制袋长,加装光电检测装置,并有缺纸检测与缺纸报警。
本系统要求对重量、温度、袋长进行巡回检测,从而控制三台步进电机按一定的时序循环起停,保证制袋美观,填料准确;保证日期正确,袋图1系统总体设计框图长合适,动作与制袋、填料协调(如图Do2控制电路设计为控制三台步进电机按一定的时序循环起停,协调工作,方便调整,我们以可编程计数器8253为核心构成步进电机接口电路。由8253的三个定时器输出三台歩进电机的实时控制脉冲,该电路具有精度高、工作稳定、控制灵活等特点。并且在步进电机工作期间,不用CPU直接干预,大大提高了CPU实时处理能力。由于三台步进电机频繁起停,釆用自动升降速控制电路实现升降速控制,以减轻 软件的工作量;然后由分相电路产生符合步进电机需要的二相脉冲源。
3称重测量电路设计
3.1称重测量电路的组成
称重测量电路由螺旋推进器、称重台面、秤架、电子秤、推进器组成。称重测量电路是通过传感器(电子秤)将物料重量转化为电量,再经A/D转换器转化成数字量,将计量误差信号反馈到计算机系统。随机调整落料步进电机的驱动脉冲数即可实现十分准确的包装计量要求,如图1所示。电子秤始终对称重台面进行跟踪、查询、处理。螺旋推进器在驱动脉冲的作用下工作,当重量达到要求的重量时进行包装,然后推进器将包装袋推止传送带。
3.2传感器
传感器是称重测量电路的关键元件。称重测量电路的安装与包装机紧邻,振动较大,自然条件恶劣,要求传感器非线性误差小,温度漂移小,密封防振,过载能力强,长期稳定可靠等,应选用进口优质重力传感器。
秤体的设计应该满足以下要求⑴:
(a).秤体须分为固定秤架和活动称重台面两部分,固定秤架和地面连接,而活动称重台面和固定秤体之间用若干个传感器柔性连接,各传感器的受力必须均匀平衡。
(b).称重台面要用不影响垂直受力的特殊方法固定以保证在称重时活动秤体不会前后左右晃动。
(c).秤体要有不变形、抗震动、防锈等功能以保证皮带
秤的测量精度和寿命。根据以上要求称重传感器的安装如图3。
承载的四个传感器通常采用全并联连接方式的桥式测量电路⑵。
3.3称重系统
传感器将物料重量转化为电量,再经A/D转换器转化成数字量,将计量误差信号反馈到计算机系统。这里选用16位高精度高速A/D元件,转换速率可达104次/S,分辨率可达lg/码,即仪表灵敏度可达lg-A/D转换器数字量输出之16位二进制数经并行接口送微机。
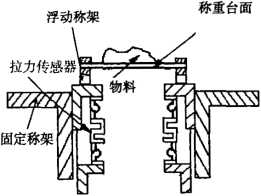
图3电子秤传感器的安装
微机始终对称重台面进行数据釆集。
4位置检测装置设计
为了控制袋长,加装了光电检测装置。对于无检测标记位的制袋材料,制袋电机则按预设的袋长工作,当脉冲数减为零时开始制袋,从而可控制袋长。
5温度检测电路设计
为了保证塑料薄膜充分压合而又不会熔化需要对温度进行测量控制,这里加装温度检测电路。采用MAX6507/6508双阈值温度开关组成温度测量控制电路s(图4)。
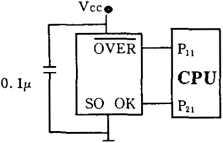
图4温度测量控制电路
根据MAX65073C50-T的输岀特性,当温度高于80t,反Er及OK输出为00,单片机控制风扇工作;当温度低于60C.OVER及OK输出为10,单片机控制加热装置加热工作;当温度在0P与751之间,及OK输岀为11,单片机控制加热装置与风扇均停止工作。
5结束语
全自动包装机是一个较复杂的机械设备,工作现场环境恶劣,设备频繁起停,电磁干扰严重,因此必须将电机和控制部分光电隔离,才能使包装机很好地协调工作。
文章来源于网络转载,侵删
 ×
×



