

来源:网络转载更新时间:2020-09-01 10:42:59点击次数:3230次
随着包装工业的迅速发展,全自动的包装设备正在不断涌现。其中备受关注的问题就是设备运行的安全性、稳定性及使用寿命。全自动称重包装码垛机组作为生产与运输的桥梁,能否保证长期正常运行会直接影响到企业的经济效益。因此,工作人员在日常使用中,—定要严格遵守全自动称重包装码垛机组的运行使用规程,做好必要的日常维护、检修工作,对全自动称重包装码垛机组故障应采取科学有效的处理措施和方法,这样才能使其正常运行,延长它的使用寿命,使企业的安全生产得到有力保障,以创造更大的经济效益。
机组的组成及工作原理
全自动称重包装码垛机组主要由机械系统'真空及气动系统、控制及操作系统组成.
其中机械系统包括称重单元、包装单元.输送检测单元、码垛单元。称重单元由对接料斗和电子定量称组成.用于承接大料仓的出料,储存并称量物料;包装单元由移动平台及FFS自动包装机组成,移动平台用来承载FFS自动包装机,使其自由移动到所需位置,与下料口对接,对接后,FFS自动包装机将薄膜卷制袋,将物料装袋封袋,完成包装。
其中真空及气动系统包括真空系统及气动系统组成。真空系统是由真空泵.真空电磁阀、吸盘、过滤器.真空开关、消音器等组成,以真空压力为动力源,通过吸盘来吸附包装袋,实现取袋、开袋功能。
其中控制及操作系统包括电气控制系统及操作系统。电气控制系统有以下4个相对独立的子系统,定量秤系统、FFS包装机系统、移动平台系统以及插板阀系统,协调定量秤,包装机、移动平台的动作配合,使系统按照设定的工艺流程完成整个生产过程.
全自动称重包装码垛机组是用于聚丙烯粒料的称重包装及码垛。首先将移动包装机定位在某一即将下料的料口位置,来自上游的聚丙烯成品输送到包装厂房后,进入包装机的储料斗,物料在储料斗中靠重力进入电子秤额定称重,称重后的定量物料进入FFS袋成型包装机内实现物料的全自动包装,以满袋每袋25kg装袋,装完物料的袋子通过上线输送机进入压平整形机压平整形,再经过金属检测机及重量复检机的检测,由拣选机剔除不合格的料袋,合格的料袋在过渡输送机上由打印机打印批号,并送入码垛单元的斜坡输送机。斜坡输送机将料袋提升到码垛高度,经压平整形,转位到袋口朝里后,送至编组机,编组机按编组、推袋的工作节拍输送料袋,在推袋压袋机、分层机和升降机的协调工作下,一层料袋被码放到托盘仓、托盘输送机自动供应的托盘上,直至码完一垛8层为止,满垛由垛盘输送机送出,由叉车下线入库。
设备维护及检修
在确定电源、气源关闭后再对设备进行维护及检修。
1机械系统
机械系统通常需要每日维护及检修和定期维护及检修。以热封部件的维护及检修为例,因为热封部件在设定的正常热封时间和温度内,会经常出现热封口效果不合格的现象,所以必须每日和定期对相应的热封部件认真检查。
每日维护及检修的内容:
①每日巡回检查传动机构动作是否准确;
②随时检查热封效果;电机启动、停止平稳,无异常噪声;
③每日检查热封部件上的聚四氟布是否磨损,若因磨损而变薄或有破损,可能会引起薄膜袋口与热封部件粘连,影响热封效果;
④螺栓等紧固件是否有松动;光电开关位置是否有移动;
⑤光电开关的玻璃窗是否有灰尘,发现异常情况需及时解决。
定期维护及检修的内容:
①定期检查易损件的磨损情况,磨损严重应及时更换,检查周期为1个月;
②定期检查切刀的磨损情况,若有磨钝情况及时更换,每周检查;
③定期检查轴承的磨损情况,磨损严重应及时更换,检查周期为1个月。
2.真空及气动系统
真空及气动系统通常需要每日维护及检修.每周维护及检修和每月(季度)维护及检修。
每日维护及检修的内容:
①每日检查气水分离过滤器中冷凝水的多少,沉积过多时应及时排放;
②每日巡回检查压力表指示的空气压力是否正确,及时调整操作压力;
③每日巡回检查各接头处的连接是否牢固、是否漏气,排气噪音是否在规定的范围内,
④每日巡回检查各气缸的动作速度是否正确,气缸密封垫处是否漏气;
⑤每日定期清理过滤器上的污物,并将其清洗干净;
⑥每日检查油雾器的滴油量及油色是否正常。
每周维护及检修的内容:
主要内容是漏气检查和油雾器(位于三联体上)管理,三联体如图1所示,目的是尽早发现故障。
漏气检查应在白天车间休息的空闲时间或下班后进行。这时,气动装置已停止工作,车间内噪声小,但管道内还有一定的空气压力,根据漏气的声音便可知何处存在泄漏,泄漏的原因如表1所示。严重泄漏处必须立即处理,如软管破裂,连接处严重松动等;其他泄漏情况应作好记录。
表1泄漏的部位和原因
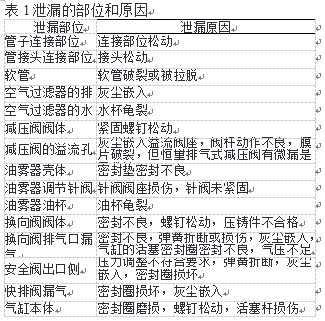
油雾器用油为ISOVG32或1#透平油,要注意油量减少情况-若耗油量太少,应重新调整滴油量(约5滴/分钟)。调整后滴油量仍少或不滴油,应检查油雾器进出口是否装反,油道是否堵塞.
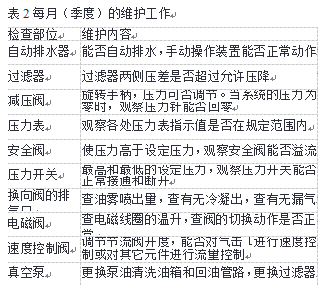
每月(季度)维护及检修的内容:
每月(季度)的维护工作应比每日和每周的维护工作更仔细,但仍限于外部能够检查的范围。其主要内容是,仔细检查各处泄漏情况,紧固松动的螺钉和管接头;检查换向阀排出空气的质量;检查各调节部分的灵活性;检查指示仪表的正确性;检查电磁阀切换动作的可靠性;检查气缸活塞杆的质量;以及一切从外部能够检查的内容每月(季度)的维护工作如表2所示。
3.控制及操作系统
控制及操作系统主要是要对封热系统、电气控制系统、电气元件等进行每日及定期地维护及检修•
①热封系统的维护及检修
当热封控制器报警时.请测量控制器模拟量输出端17与14之间的电压.根据电压值参考热封控制器说明书,检查控制器至加热片之间相应区域的线路,接线端是否松动,导线是否破损、短路,是否需要更换加热片或控制器等。
②电机的维护及检修
电动机产生异常噪音、发热、无法启动、或异常停止等故障时,应按下列方法进行检查:
A.检查对应的电动机空气开关是否因过载或短路而脱扣,如果是,查明原因后排除故障,然后将电动机空气开关闭合;
B.检查对应的交流接触器是否发生故障,如果是,查明原因后排除故障或更换新的交流接触器;
C.对于供袋电机和摆臂电机,还需检查控制柜内发生故障的变频器的操作面板上的故障代码,参照变频器说明书将故障排除•在必要情况下应将变频器的运行频率降低,或延长加、减速时间;
D.检查各连接端接头是否松动,断开,电机电缆是否损坏,紧固松动的连接处、更换损坏的电缆;
E.检查制动电机的制动器部分是否有杂物,传动系统是否缺乏润滑,清理刹车片,润滑传动系统各部件;
F.当制动电机不能及时制动时,可调整电动机制动器的气隙,检查电机制动器控制回路的接线情况。
③光电开关的维护及检修
本机组采用的是直接反射式光电开关。
直接反射式光电开关有效作用范围内有物体时,其指示灯亮,PLC对应的输入点状态为ON;如果光电开关前没有物体时,则其指示灯灭.PLC对应的输入点状态为OFF(以上状态也可参看触摸屏PLC输入输出点状态监控界面)•
如果光电开关本身的状态指示灯或PLC对应输入点的状态异常.按下列方法进行检查:
A.检查光电开关的位置'方向是否正确;
B.检查光电开关镜头表面是否清洁,光电开关灵敏度是否适当;
C.检查光电开关的电源及信号线路,连接处是否松动脱落,信号电缆是否损坏,紧固松动的连接处,更换损坏的电缆。
④接近开关的维护及检修
电感式接近开关,当有金属物体到达其作用范围内时’其指示灯亮,同时PLC对应输入点状态为ON;反之其指示灯灭,PLC对应输入点状态为OFF(以上状态也可参看触摸屏PLC输入输出点状态监控界面)。
如果接近开关本身的状态指示灯或PLC对应输入点的状态异常,按下列方法进行检查:
A.检查电感式接近开关检测的金属物体或感应片运动到合适位置时是否与接近开关对正,金属物体或感应片与接近开关的距离是否适当(正常距离应在5~8mm范围内);
B.检查电感式接近开关安装是否牢固,位置是否有偏移,
C.检查接近开关的电源及信号线路,连接处是否松动脱落,信号电缆是否损坏,紧固松动的连接处,更换损坏的电缆。
⑤电磁阀的维护及检修
电磁阀的电磁线圈直接与PLC输出点相连,正常情况下PLC输出点有信号输出时,指示灯点亮.电磁线圈通电,利用电磁力使阀芯切换,以改变气流方向,推动相应的气缸进行动作。
每个电磁阀上都带有手动开关,在电磁阀不通电时,才可使用手动按钮对电磁阀进行换向操作,而且在手动换向后,也不允许再给电磁阀通电。
如果电磁阀接近开关本身的状态指示灯或PLC对应输入点的状态异常.按下列方法进行检查:
A.如果PLC的输出点有信号输出,但电磁头指示灯不亮,须检查连接电缆是否损坏,电缆接头处是否松动脱落,更换损坏的电缆,紧固松动的连接处;
B.如果电磁头指示灯点亮,但气缸不动作.可能是气动管路连接错误造成的.也可能是仪表风内的碳粉等杂物进入阀体,使阀体内部动铁芯等部件发生堵塞,气路不能正常切换造成的;可检查气动管路的连接,或打开阀体,清除杂物。
文章来源于网络转载,侵删
 ×
×



