

来源:网络转载更新时间:2020-08-27 15:50:31点击次数:4479次
1问题的提出
颗粒型全自动包装机的物料供应装置是一个转盘式定量供雌。对于颗粒、飾和片剂物料,主要采用量杯式定容计量E0定量供料器为转盘式结构,从料桶流入的物料用沿圆周均布于转盘t的若干个(T^4个關或6个)量杯进行连续定容计量,然后,物料由于自重而自动充填入包装袋内,配合制袋进行装填包装⑶。帯朧置和供料系统的有机完美配合才能包装好一袋袋电的产品。睡的大小18决定着歹效率的高低。转盘转得慢,单位时间内生产的产品袋数就少,但是,量杯内的物料可骥全地8H成騰充期球§内。踊,如果聞蔑H高,超过了一定限度,物料还未来得及落进成形器口,就被旋转的量杯带走了。这样Ft造成了计量的不准确,致使每袋的物料比预装量少了一些。为了解决这一问题,使量杯内的物料全部一粒不留地落进成形器,保证每袋产品的净含量达到预定值,下面以力学学为理对行分析计算,从而得到准确的公式。
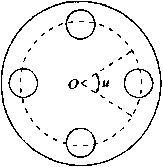
图1计量转盘和量杯
Fig.1Measurementtumplateandmeasuringcup
2分析计算的前提条件
为了便于分析落料过程的实质,特作以下几点假设和简化:颗粒都看作是理想的散粒体3」;颗粒的下落流动理解为理想状态下的运动;颗粒的大小相等且质量都为m(kg);颗粒与量杯相比足够的小;忽略颗粒间的摩擦力和空气的阻力。为了不失一般性,特作以下几点设定:假设量杯都为截面圆直径为5(m),深度为H(m)的空圆柱体;假设转盘的转速为n(r/s);成形器口的2个侧边对应转盘的圆心角为0(rad),见图1。
3基于力学的分析
随着量杯底面活门的打开,量杯中的物料相继落下。容易知道,最可能留到量杯里的物料必定位于量杯最上层,见图2左上图,且位于旋转方向上的后侧,见图2左下图。在这些颗粒中(以颗粒q、c为例,见图2右图),b、c由于受力在任一瞬时的
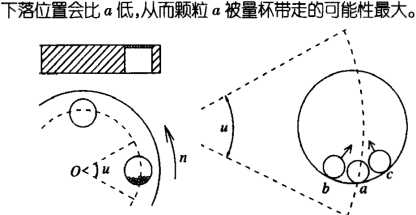
图2量杯中物料的下落
Fig.2Pelletsfallingdownfrommeasuringcup
=0/(2tt (9)
上式中,g为定值,可取9.82决;成形器和定量转盘一旦给定,。和反即是定值。
由此可见,要使颗粒全部落下,转盘的转速不应超过其极限值n解=0/(2”顽有)。也就是说,在转盘的转速不超过%陨的情况下,量杯计量相对精确,逬入每个包装袋内的物料为预定值。
5验证
现在考察颗粒a的受力情况。它受重力G和量杯对它的推力F。即它受到的合力(見图3)为:
P=G+F G=mg
其中为颗粒a的质量,kg;g为重力加速度,m/s?。
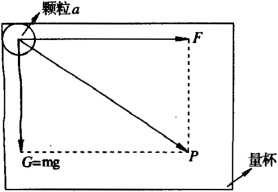
图3颗粒a的受力
Fig.3Forcesonpelleta
4基于运动学的考察
以力学为基础,现考察颗粒。在重力G和推力F作用下的运动过程⑷。
在水平方向上。=应1 (1)
即:-3/0) (2)
在竖直方向上〃= (3)
即:与=/2日/g (4)
以上四式中,
e为成形器口的2个側边对应转盘的圆心角,血w为转盘的角速度,md/s;H为量杯的深度,m;勺为颗粒经过成形器口的2个側边所用的时间,s;,2为颗粒从幵始下落到离幵量杯底面所用的时间,s。
具备颗粒落入成形器的条件为:
弓>t2 (5)
由(2)和(4)式得:
(6)
切yg
即:g。/顽7? ⑺
根据切=2”几, ⑻
从而,转盘的极限辑度为:
对于该极限转速公式,作者在DXD系列颗粒包装机上逬行了验证,具体做法是测量了2杯的高H和成形器口的2个侧边对应賴盘的圆心角0,对公式逬行了赋值,用萝卜种子进行试验,当计量轴转速较低时,种子顺利下落,而不会被量杯带走;当把计量轴的转速渦到超过这一赋值时,发现卸料后的量杯中还剩几粒种子。经多次试验发现,转速调得越高剩余的种子颗粒数目越多。接下来,作者又把萝卜种子换成了白砂糖颗粒,发现以上的规律依然存在。这也说明,在一定条件下极限转速与颗粒种类的改变无关,公式具有普遍适用性。这就基本证明了该极限转速公式的正确性。
6结语
综上所述,可得到以下3点结论:
(1)转盘转速过高,物料容易被量杯带走,造成计量的不精确。
(2)在实际生产过程中,应控制转盘的转速,使之不超过口极限=0/(2"/g)(r/s)。
(3)不同颗粒机的极限转速是不同的,极限转速的大小取决于颗粒机本身,所以,在设计颗粒机的过程中,要对颗粒机的尺寸(这里主要是H和0)和计量精度做统筹考虑因素。
文章来源于网络转载,侵删
 ×
×



