

来源:网络转载更新时间:2020-08-25 09:46:43点击次数:3972次
0前言
包装设计和机器设备是工业化生产的一个关键领域。伴随着社会经济的发展趋势,商品愈来愈向多元化、人性化和不规律发展,因而包裝方式和技术性必须不断完善。全世界许多资本主义国家都十分重视包装设计的科学研究和包装机械设备的开发设计。现阶段,包装设备已变成在我国机械工程中的十大领域之一。伴随着全自动控制系统、电子信息技术和信息科技的发展趋势,包裝领域引进了智能化系统、信息化管理的定义。包装设备的产品研发朝髙速、智能化及操纵智能化系统的方位发展趋势,以融入销售市场的要求。在日本,神钢、富士通和丝网印刷株式已经大规模生产并市场销售智能化标识⑴。在国外和欧州,包含沃尔玛超市以内的关键零售商都会勤奋营销推广智能化标识的应用,Timestrip企业和北美地区的电器产品集团公司协作,令其生产制造的清.洁商品都应用到了能够 提醒强烈推荐使用时间的智能化标识'幻。
因为三聚氢氨等恶性事件产生的比较严重危害,我国提升了对食品类和药物等的市场销售和应用管理方法,进一步制定了新食品安全法。众多顾客对食品类和药物的标明信息内容也更为关心。显而易见,研发高效率和适应能力强的包装机械设备及其能对包裝商品开展全方位、标准的信息内容标识的全自动包装机已势在必行。
1方案设计
现阶段在包裝领域,立柱式或立式全自动包装机一般只有包裝标准样子的原材料,对不规则物料的包裝,多是用人力采用计量检定分派,制作成袋原料为专用型原材料,包裝信息内容激光打标由人力进行。这类方式存在的不足是:工作高效率低、消耗人力资源,非常是多种多样不规则物料的包裝;并且人力包裝非常容易导致对被包裝商品的环境污染。除此之外,包裝工艺流程复杂、机器设备占有场所大,另外管理方法诸多规格型号预制构件袋十分麻烦。
现阶段,国外同类型机器设备选用包裝预制构件原材料的方法,预制构件原材料由非常机器设备制取,中国选用国外同类型机器设备的话需進口很多原料,大家研发的一体化包装机将改革创新这一加工工艺方式,选用国内包装袋子原料,不用预制构件包装袋子,保证包装袋子随制随装,以防止因包裝改进或变动导致预制构件袋的库存积压消耗。
依据不规则物料包裝的特性,大家研发的不规则物料一体化包装机具备下列技术性特性:
a.对于不一样类或不规律的多种多样原材料的精准分配问题,各自采用精准记数或称重处理。
b.为了更好地提升包裝高效率,使入袋与制作成袋工艺流程分别另外开展,并且又不容易相互之间造成影响。
c.依据各种包裝物件的规定,根据对创建的知识库系统开展査询和模糊匹配,使包裝标志內容能依照设置的标准来得到,完成对食品类、药物等国家有安全系数规定的产品的规范性信息内容标识。
d.根据使制作成袋、送料、放料、密封和标志等工艺流程并行处理运行,做到提升包裝高效率和包裝品质的目地。
e.根据一体化机的总体设计和有效的加工工艺配备,做到减少综合工时,降低机器设备占地的目地。
2技术性完成
2.1一体化包装机选用的技术性及结构特点
为了更好地完成不规则物料的一体化包裝,对于不规则物料的全部包裝全过程,选用了以下一些关键技术性:
a.选用光学记数等技术性开展原材料计量检定分配口】。现行标准的电子器件记数填充方式,选用单道或多道机械设备供加料器把原材料井然有序送进,以逐粒坠落的方法提供,当填充速率较高时,记数和放料等候会对填充高效率有很大危害。为了更好地提升原材料的填充速率,大家设计方案了一项专利权构造⑷,即在各安全通道放料阀门内方的汇聚料仓出入口设定一个总料门,其构造和工艺流程提示如图所示1所显示。在硬件配置自动控制系统大家提升了相对的操纵与电动执行器。系统软件的手机软件操纵如图2所显示。其基本原理是,当计标值做到预置装数值时,放料阀门关掉,另外总料门开启,记数再次。当落料完后,总料门又关掉。并开启放料阀门和开展拆换包装材料”即记数和拆换包装材料可同一时间开展,不必终断。
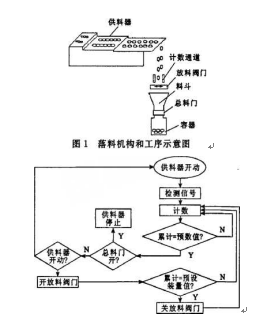
图2落料自动控制系统的手机软件操纵框架图
b.选用单面塑料薄膜压边成形、包边、密封和分割加工工艺,便于非常容易与送料、放料和全自动激光打标等工艺流程的時间并行处理配对。
c.驱动力层面选用变频电动机和伺服电机,以确保操纵的协调能力和精确性。
d.包装袋子采用随制随装的方法,降低原材料的消耗。
e.选用热转印工艺智能化复印机技术性⑴,并开发设计智能化包裝标志知识库系统。
f.包裝工艺流程一体化,选用PLC控制每个工艺流程的顺利进行和融洽,使制作成袋、送料、放料、密封和标志等工艺流程能并行处理开展,并选用工业触摸屏开展实时控制⑸
在包装袋子密封滚切工艺流程的电源电路中,软启动器VF0007S21A除用以包装袋子卷膜电动机的速率操纵外,还根据热电阻检验,对包装袋子的密封压合溫度开展操纵。一体化包装机构造创新点是选用好几个工艺流程并行处理开展方法.一体化机的每个构件构造还要对传统式的方式开展改善,如选用组合型原材料计量检定分派构造,对不一样的原材料配备不一样的构造,便捷完成作用等。一体化包装机的构造基本原理如图所示3所显示。
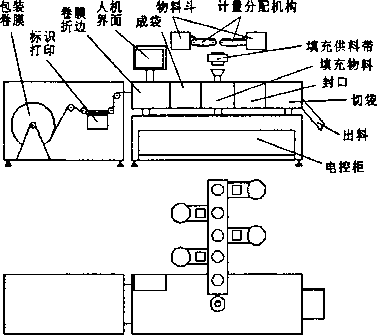
图3一体化包装机结构基本原理
2.2一体化包装机的核心技术及完成对策
不规则物料的定量分析分派技术性。对数量型不规则物料可根据光学、磁敏记数等技术性开展记数分派,对无形状的颗粒剂或不容易记数的原材料等,根据自动称重或等容量法等方式计量检定,根据对不一样类型的不规则物料选配不一样供料源来完成;对原材料的填充,根据简单化填充全过程,使之与各工艺流程融洽并行处理单独开展。
智能化标志技术性。按不一样商品和领域的标志规定,建立知识库系统开展査询及模糊匹配。其完成涉及到数据管理系统、电子计算机数据处理方法、模糊不清数据预处理和模糊不清神经元网络等技术性。我们在掌握我国有关食品类、医药销售和管理方法政策法规的基本上,根据领域调査等方式,创建起相关产品的信息内容和知识库系统,在信息内容标志时依据原来键入的物件名字等信息内容,由优化算法程序流程来开展査找和配对,随后由标识系统设计自动调出数据信息开展激光打标。
多工艺流程的并行处理、集成化一体化。并行处理工作的核心技术难题是各工艺流程的节奏要一致。为了更好地做到这一目地,大家根据提升成袋、送料、填充放料、密封和标志等工艺流程,如根据简单化填充全过程,降低填充封袋時间,让各工艺流程节奏一致、依次并行处理单独开展等。除此之外,选用在送料输送皮带两边交叠分配工序(见图3全自动包装机的构造基本原理),使一体化功能做到提升生产率(降低运输间距和技术人员)、降低机器设备占有室内空间的目地。
3—体化全自动包装机的性能指标
根据不断研发和调节,研发出了不规则物料一体化包装机的作用样品,经检测与运作应用,制订了该机器设备在技术性性能参数层面应做到的设计方案规定。其
做到的实际性能指标以下:
a.尺寸,2500MmX1200MmX1500Mm.
b.开关电源,AC380V,50Hz.
c.总输出功率,5kWo
d.调料精确性,2%。
e.包裝速率»30~80包/min。
f.卷膜规格,内直径75mm,直径450mm,总宽为300mm。
g.制作包装袋规格,较大 为300mmX150mm,最少为50毫米X30Mm。
h.合适卷膜原材料为PAPER/PE,PET/PE和PP/PE等复合袋。
在不规则物料一体化包装机的研发全过程中,历经不断研发与改善,使调料精密度和包裝速率等多顼性能参数持续提升,做到了包装设备的设计方案规定。
4结语
不规则物料一体化包装机的研发,除可让不规则物料的包裝与标志高效率进一步提高外,还可改善包裝商品信息的标志实际效果。具体生产制造状况说明,应用该机器设备,可降低工艺流程工作人员70%,降低工艺流程占地30%。另外可防止因包裝改进或变动所产生的预制构件袋的库存积压消耗,符合我国环境保护、节能降耗现行政策,是包裝方式的重特大改革创新。对提升在我国包裝领域的水准具备关键的实际意义。
文章来源于网络转载,侵删
 ×
×



