

来源:网络转载更新时间:2020-08-20 09:45:18点击次数:3405次
1基础设计理念
本设计方案效仿食品包装材料步骤,即:根据制袋器-拉膜轮-中封-运输原材料奶-横封-断开-排出来制成品。奶制品包裝主流程与食品类包装步骤沒有很大转变,但在关键点中,大家加上了许多智能化系统的设计方案以处理包裝时经常会出现的产品质量问题。在包装材料和送膜轮中间大家添加了包装印刷标识检验色标传感器,用于操纵横封中的袋长度速率偏差;在拉膜轮中,大家引进伺服电机技术性,运用交流伺服电机的精准度来健全拉膜轮的拉袋速率操纵;在横封全过程中,大家运用不匀速传动机构和制动系统胜败式手机定位系统,并应用新式的横封器来摆脱包裝时漏奶和漏汽等难题。
2原理
片装塑封包装袋由钢丝绳卷筒引出来,历经光学探测器和成型器产生纸板桶,由牵引带辗轮推动并开展纵封,这时候进口奶源喷嘴将制成品奶装进包装袋桶内,最终历经横封设备横封并断开排出来制成品。在包裝全过程中,用光电开关检验包装袋挪动速率并与横封速率来做比较,辨别其速度,
根据超越离合器电路系统操纵跨越电动机的起停,以达到偏差赔偿的目地。包装机原理如图所示1所显示。
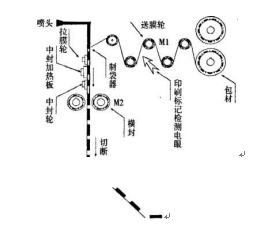
图1包装机原理平面图
进口奶源从喷嘴引进,交流伺服电机Ml经正中间组织提供需要的驱动力,使包装袋子从钢丝绳卷筒中引出来,根据送膜轮后,包装印刷标识检验色标传感器检验色标卡,再经成型器、运输辗、拉膜轮、中封軽、发热板、中封轮做成筒袋,随后将液态奶添充到筒袋里,经最终一道工艺流程横封和断开排出来制成品。横封组织的驱动力来源于一台用变频器操纵的感应电机M2,该电动机周边还配有槽型光电耦合器、码盘和霍尔开关,用于限速和精准定位。因为横封组织有固定不动的减速比,因此横封速度封相切的部位可由感应电机的转速比与部位测算获得。转速比与位置信息需意见反馈到单片机设计控制板,使之輸出适合的差分信号来操纵交流伺服电机的旋转。此外,检验色标传感器捕获色标卡数据信号后,检验并较为封相切数据信号,明确封切部位是一切正常、超前的還是落后,进而调整交流伺服电机的转速比,确保封切部位与色标卡对正。主电动机经直流变频变速将运动传到横封转动轴,再经差速器组织推动横不锈钢封头旋转完成包装袋子的激光切割,曲柄摆杆组织用于调节横不锈钢封头的瞬间封切速率便于与筒袋移动速率同步,而且封切以后要快速分离。另一路则经无级变速箱差动保护组织推动包装袋走刀系统软件,包含牵引带辐、纵封辐和輔助送纸辐,交流伺服电机M2用于操纵无级变速箱,调整无级变速箱以获得所需袋长,交流伺服电机Ml则用于调节差动保护组织的减速比,从而调整送纸速率,操纵包装袋的封切部位以做到包装机持续全自动精准定位的目地。
3硬件软件设计方案
包装机全部控制面板的关键由8051单片机设计微型机系统软件构成。I/O插口一部分均以插座方式与单片机设计微型机系统软件挂接。枕式包装机的各开关量由光防护输入板收集,经CPU解决后,依据设备的必须根据光防护輸出板输岀各操纵量,以驱动器包装机的运行。各动态性量均可在LCD屏上做界面显示。全部系统软件构成框架图如图2所显示。
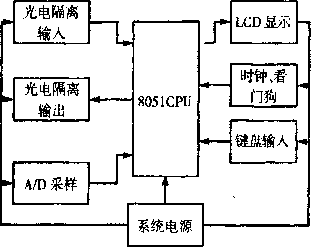
图2系统软件构成框架图
本系统软件的数据信号键入选用单端共地光防护键入方法。为为了确保的抗干扰性,除在手机软件上釆取一些对策外,仍在系统软件板上改装了MAX1232看门狗电路,MAX1232的监管時间可选,本系统软件监管時间为600Mso依据系统功能规定,有多处必须時间定时执行,其一是测算袋速时要查寻Is和0.01s的時间,用于计算出袋速;其二是在温控中,升温时要査询時间,用于操纵加温Is停Is(或加温三秒停3s)的時间。系统软件中应用了DP8573的0.01s和Is记时.DP8573集成ic除开具备多功能数字时钟、日历表和电源检测作用外,还具备周期时间终断、警报终断和开关电源常见故障终断等作用。以便使两一部分定时执行不相互之间危害和制约,本系统软件在读時间时选用了读DP8573的定时执行時间模块和读周期时间终断标示二种不一样的方式。系统软件采用了含有中文字库作用的LCD(JM12864M)显示屏将系统软件运作信息内容显示信息岀来。选用了MAX7348集成电脑键盘解决集成ic进行电脑键盘电源电路的设计方案。K型热电偶溫度数据信号收集一部分采用了高精密的A/D变换集成icAD574相互配合多通道模拟开关MAX338开展多通道数据信号收集。
系统设置选用源程序和中断服务项目汇编程序紧密结合的工作方式。主流程图如图所示3所显示。程序流程刚开始,最先查询是不是有数字键盘。如果有则依据键入結果修改系统工作中主要参数。要是没有则依照近期一次改动的溫度、带长度追踪主要参数开展工作中,实行机电工程数据信号的检验和系统软件的操纵。
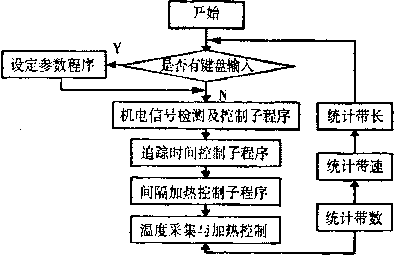
图3主流程图
文章来源于网络转载,侵删
 ×
×



