

来源:网络转载更新时间:2020-08-18 09:44:54点击次数:3705次
1前言
多功能枕式包装机是一种包裝作用很强、融入多种多样产品,多种多样规格型号包裝的回转式包装机械设备。在包裝中,因为包装制品I•.包装印刷的精准定位色标卡在包装印刷中存有常见故障和偏差、包装制品的拉申及其包装设备运作中的起伏、影响等多要素的危害,包装制品上预订的封切位置有可能偏移恰当部位,造成精准定位偏差。以便清除偏差做到恰当精准定位封切的规定,包装设备的设计方案务必考虑到全自动精准定位。釆用的精准定位方式 ,大多数是依据包装制品的精准定位色标卡,运用光学精确测量操纵包装制品的传输速度来完成的。多功能枕式包装机进行持续供纸和持续成型制袋、填充、密封。依据持续包裝规定,运用胜败式偏差赔偿是最好是的可提供选择的方式 之一。
2系统构成及原理
2.1系统构成
图1为系统软件设备总体平面图。其包裝全过程如下:包装袋从钢丝绳卷筒1引出来,经反射面光学头2再由成型器5成型和牵引带辐6,纵封辐7做成筒袋,已填充包装袋的筒袋由整形美容输送皮带运输,经旋转辐不锈钢封头8横封和断开排出来制成品。过程控制系统一部分是:主电动机M|经变速后将传动系统传到横封,转动轴推动横不锈钢封头8旋转.并使封切后包裝制成品分离。另一路经调速组织 12后,推动包装袋走刀系统软件。包含牵引带糧轮,纵封規轮和送纸相。操纵超越离合器电动机M3能够进一步更改主电动机M]发送给包装袋走刀系统软件的速率,运用跨越电动机M3工作中与不工作中时对包装袋走刀系统软件速率的一进一退赔偿方式 来确保全自动精准定位。调整交流伺服电机M2能够操纵无极变速组织 15的调速比,获得需要的袋长。最终一路经差动保护组织 19到勾爪运输縫。差动保护组织 19来调整勾爪输送链条与横不锈钢封头的同歩。
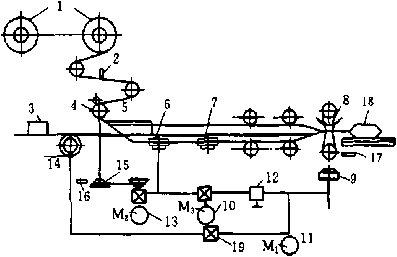
a1传动装置示意图
1,纸卷2.反射面光学头3.周转材料4,送纸辐5.成型器6.牵引带强轮7一纵封犠轮8.横不锈钢封头9,不匀速组织 10.跨越裏合器电动机及茬动组织 11主电动机
12.无级变速箱13.m电动机14,输送链条15.变速组织 16.送纸光电开关17.封光电开关18.制成品19,勾爪差动保护组织
2.2原理
因为多种多样产品多种多样规格型号的包裝必须,包装制品袋长短是转变的,设备工作中时最先依据规定輸入需要的包装纸袋长(通称设置纸长L。),主电动机Mi在无包装纸袋上运行时,能够依据横封刀片切封,周期时间记作T”,送纸辐的旋转周期时间记作T统,来间接性测算封切长短Lx=wDT”/T紙。将L.与设置纸长Lo较为,操纵交流伺服电机M2的旋转方位与旋转视角,确保封切获得所必须纸长。
所述无纸调节完毕后,设备换纸工作中,进到有—19—纸调节情况。为保证包装袋传输速度与封切速率完全一致,运用双光束光学头检验包装袋精准定位色标卡,来精确测量包装袋送纸周期时间,记作T光,与横封刀片切封周期T,,较为,确保基本一致。并使T光略大Th,即纸传输速度略慢于纸封切速率,以确保胜败工作中全自动精准定位的必须。
有纸调节进行之后,设备进到跨越离台器工作中环节,通称跨越工作中。多种多样要素使包装袋的运输速度横封切速率不同步而造成封切部位的误差必须随时随地给予校准,持续地开展偏差赔偿。综合性偏差是一个自变量,可是针对具备较高品质和包装印刷精密度的包装制品而言,在一定的包裝速率下,这一偏差在检验的每个短周期可以维持在不大的范畴内。那样就能根据手机定位系统按时地(每袋一次或每几包一次)精确测量和较为送纸速率和切封速率及其它们在相位差匕的转变,并输岀相对的赔偿量来赔偿。但它不太可能彻底清除偏差,很有可能赔偿过度,也很有可能不够,此次偏差即便清除了,下一次还会继续出現。因而,设计方案时系统软件一直使包装袋落后,出現负偏差,让超越离合器工作中;离合工作中后包装袋将超前的,出現正偏差,终止超越离合器工作中。这般循环系统,正负极更替,超越离合器姿势、不姿势更替工作中,确保包装袋的断开位置在恰当部位周边颤动。这类使包装袋一进一退来做到持续精准定位的方式 ,称之为“胜败式”全自动精准定位方式 。
3自动控制系统的硬件开发
多功能枕式包装机自动定位控制系统硬件配置构造如图2所显示。本系统软件釆用AT89C51单片机设计操纵,根据功能键实际操作自动控制系统运作。根据设置/启动键与+、-键来设置包装制品的包装袋子长,并应用24C01电可擦掉可编程控制器储存器储存设置纸长。128X64的液晶显示屏LCD显示器,显示信息全自动包装机生产商的广告宣传內容,系统软件自校状况,操作提示及其运作工作中的一些主要参数(包含设置纸长、工作中纸长、包裝速率、偏差尺寸和符号等內容)。
自动控制系统釆用模块化设计构造,关键有CPU控制模块、电脑键盘与键入感应器工作中LED显示信息控制模块、液晶显示屏LCD控制模块、24C01存储芯片、MAX813LUP监管电源电路控制模块、MAX202与RS—232接口电源电路控制模块、光学数据信号DI精确测量控制模块以及DOplc模块构成。
CPU与外界输入原出通信接口选用光学防护全悬空技术性。专用型UP监管电源电路MAX813L,含有—20—
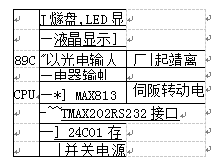
图2多功能枕式包装机光学手机定位系统硬件配置构造
通电校准、开关电源监控看门狗1等作用。为了确保能在极端的办公环境下长期性安全性高效率平稳的运作。
4自动控制系统软件开发
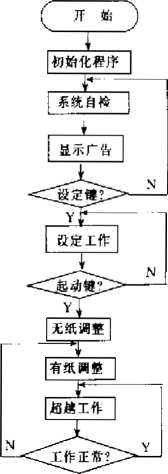
操作程序如图所示3所显示,依据自动控制系统的作用特性选用模块化设计构造制图软件。按作用分为系统软件自校、宣传广告、纸长设置、无纸调节、有纸调节、跨越操纵、键盘显示等控制模块。分复位、纸长设置、无纸调节、有纸调节、跨越工作中五个全过程。
当系统软件接电源后,最先实行系统软件自校工作中,随后显示信息生产商、企业名、详细地址、商品特性、表明等一些广告宣传性內容。当按住纸长设置键时,进到纸长设置工作中程序流程。由交互健开展纸长设定,设定进行后启用纸长储存程序流程,将该设置储存到e2ram中记忆力,便于下一次启动当纸长设置沒有转变时不用再次设置。
进行纸长设置后启动主电动机M|,进到无纸调节情况,根据精确测量包装袋传输速度与横封切割刀速率来测算包装袋长。较为包装袋长与设置纸长,依据彼此之间的偏差,操纵交流伺服电机的旋转方位与旋转视角,做到二者速率一致的操纵规定。在系统软件无纸调节全过程中,由于沒有具体送纸,进而沒有一切包装袋的消耗。无纸调节进行后,上包装袋进到有纸调节程序流程,用反射面光学头对淮包装袋的色标卡来立即精确测量包装袋速率,与横封切割刀速率对比开展进一步的细致调节,保证送纸速度周转材料传输速度一致。在该有纸调节全过程中,由于是在无纸调节进行的基本上开展的细调,调节所需时间较短,包装袋消耗少,考虑设计方案规定。
有纸调节进行后,全自动进到跨越程序流程,为确保切封时包装袋切封部位在色标卡处,必须精确测量切封相位差。依靠跨越离舍器的两位工作方式,操纵相位差恒定不会改变确保切封部位的平稳。
系统软件釆用模块化设计构造,设计方案新颖,操纵完备,主要参数具备断电维护作用Q液晶显示屏一目了然形象化,对毎一步及下一步实际操作都是有提醒协助作用,简单化了实际操作,提升了高效率,缓解了包装纸消耗。减少了职工繁杂的劳动效率,提升了包裝的品质与速度。
5结语能够运用于各种各样食品包装材料机械设备的全自动精准定位操纵。历经具体运作说明,系统软件工作中靠谱、精准定位简易、精确、实际操作便捷。
文章来源于网络转载,侵删
 ×
×



