

来源:网络转载更新时间:2020-08-17 13:41:54点击次数:3457次
我公司有4台93年国产小袋50kg全不锈钢纯碱包装机。经过长期使用逐步暴露出包装速度慢、称量不准等问题,严重影响包装产品重量合格率,并波及到包装生产正常运行,必须进行改造。
1包装机结构及工作原理
1-1纯碱包装机结构
我公司使用的包装机为一机双秤净重式双螺旋给料整体封闭结构,主要有给料装置、称体、下料槽、夹袋装置、称重控制柜及配套的吸尘装置、传输带和缝包机等构成。
给料装置包括手轮螺旋插板、双位进料执行机构、预给料仓及弧形门等。采用单弧形闸门结构。一秤各一根粗、细绞龙双速下料,依靠物料自重下落至称重斗。秤体由称重斗及传感器组成。控制柜内有称重控制器、PLC及电气开关。
1-2工作原理
物料从储料仓通过可调节手轮螺旋插板缓冲后流入给料装置,称重控制器发出信号,大小弧形门全部打开,粗、细绞龙同时运转。称重传感器将秤斗内物料重量转换成电信号,发送给称重控制器,当物料达到设定值时,关闭大弧形门,粗绞龙延时数秒预给料停止。当重量将要达到额定值时,关闭小弧形门,停细绞龙,余下重量靠下落飞料补充上。待秤斗稳定后控制器发出信号,秤斗底门打开物料进入包装袋。秤斗底门自动关闭并开始下一次称量。待物料全部落入包装袋后夹袋器自行松开,包装袋落入传输带区进入缝包区。人工又将包装袋套入下料口,拨动旁边触摸开关气缸将袋口夹紧,又进入下一个工作循环。
每次称量结束后,称重控制器都要按设定程序自动清零,并判断是否需要进行对实际重量进行补偿,以保证重量在定值范围内。
2称重控制器存在的问题
纯碱属于粉料,粉料包装机工作原理基本相同,当机械部分确定后一般不再改变,包装重量合格率和包装速度依靠称重控制系统来调节,其中称重控制器是包装机的大脑和中枢神经。
这台纯碱包装机是93年开始使用的,随机控制器是一块厂家自制的简易线路板,使用3~4年后,更换为专业厂家生产的称重控制器。更换后的控制器已使用10余年,一是电子元件老化,性能不稳定,零点随温度飘移;二是功能简单,精密度不够;三是防电磁干扰能力差;而且厂家早已不生产。
3选用F701称重控制器进行改造
结合生产实际状况,我们最终选定UVIPOLSEF701称重控制器来替换原有控制器。
3.1F701称重控制器介绍
F7O1是一种具有良好的提升速度、精度、操控性、稳定性和可靠性的称重控制器。它有一个全数码前置校准控制板。高速的A/D转换和高速的数字处理能力(100次/s),响应时差短,具有自检和监视功能的CPU、ROM和间隔电路以保证自动称量系统的可靠性。利用数码技术,经过3次给料控制(我们只选2次),顺序称量和排料控制,不断变更落差的误差自动修正,以达到称量的更高的精度。对去皮和给料设定值的输入采用专用键。通过功能键禁止的设定,可以禁止功能键的使用。2个零点,增幅调整范围,根据传感器的输出,选择2阶段增盖。
几个主要技术指标:
精度:非直线型,不超满量程的0.01%;
零点飘移,不超过0.2vv/°C;满度漂移,不超过15ppm/°C;干扰,不超过0.1pivp—p。
可设置滤波功能。能对电磁和机械振动等产生杂散干扰波起到可调的多级数字滤波作用。
3.2F701控制器参数设置
安装调试F701控制器过程中,既要发挥F701控制器的优越性能,又不能把一些参数设置太高和太多。否则响应时间就会加长,导致包装机包装速度变慢,达不到设备能力800包/h。所以在满足重量合格率和包装速度的前提下,对F701控制器几个重要定值设定如下:当定量值为40.鶴*kg。包装机用中、小投料形式。
用于设置定量投料排出设定的模式。
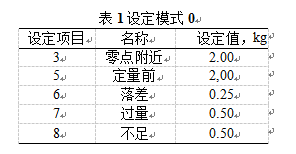
当称量达到定量前38kg(40.00-2.00)时,关闭中投料(粗绞龙),余下2kg量由小投料(细绞龙)填充。当接近重量设定值达到39.75kg时,关闭小阀门,停止小投料。其空中飞料(落差)定为0.25kg,最后达到40kg。过量和不足设定为0.5kg报警,人工给信号放袋。
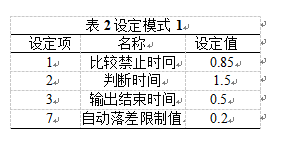
是设置定量投料/排出控制的输出信号和时序模式的参数。
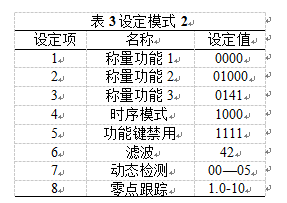
3.2.3设定模式2
用于调谐F701的显示和内部功能的设定模式。
4结语
4台利旧纯碱包装机称重系统改造后,运行2年来性能稳定。包装速度可以达到700-800包/h,F701称重控制器在工厂电磁环境中运行正常,没出现数据丢失、乱码及死机现象。8台F701称重控制器从无故障出现,完全满足生产需要,此包装机改造后受到维修工人和操作工人一致好评。
文章来源于网络转载,侵删
 ×
×



