

来源:网络转载更新时间:2020-08-05 11:07:04点击次数:6498次
一、中国连续式包装机的技术性及行业现状:
连续式自动式包装机是全球包装机制造行业的一大流行,与间歇性自动式包装机对比,具备原材料包裝速度更快、高效率的特性,因此普遍应用。且由自动式包装机加工过程三要素(制作包装袋、填充、封合)得知:在其中制作包装袋、封合两全过程的工作中特性立即关联到原材料包装袋子的产品品质。现阶段世界各国连续式包装机技术性操纵方法根据下列几类方式,存在的不足:
1.连续式自动式包装机的差动保护调节组织 釆用轴力不匀速组织 ,该组织 也在包装机商品上配套设施应用。
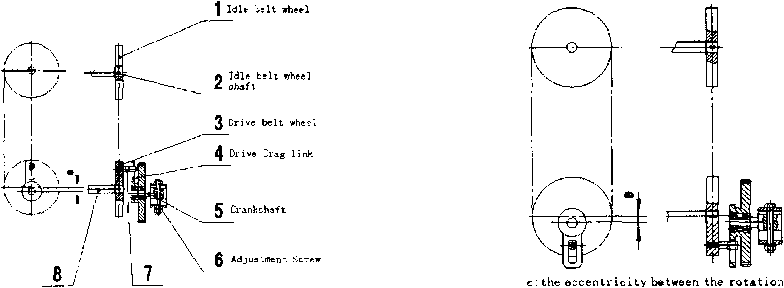
其构造提示见图一、图二
它存在的不足:当袋长偏差大时,根据齿轮传动相互配合要素,使偏差无法清除;当袋长更改时,必须更换相对的传动系统传动齿轮齿数和横封不匀速(齿条)传动机构的减速比,且袋长范畴比较有限(基本包装机械设备的袋长范畴为55~110Mm);
2.连续式自动式包装机的步进电机拉袋操纵,该组织 也在包装机商品上配套设施应用。
它存在的不足:袋长更改时,要根据对控制板的袋长主要参数开展调节,另外也要根据调节齿条轴力量,ffi-差动保护调节组织 釆用轴力不匀速组织 确保制作包装袋封合规定,给客户实际操作、应用带来不便。
3.连续式自动式包装机的无齿条调节组织 ,该组织 和方式也在包装机商品上配套设施应用。
它存在的不足:当袋长长短偏移无横封辗偏心轮机构后的同步速率,且很大(最一小包40mm、较大 160Mm)o故造成横、纵封溫度与设定溫度的差别,危害封合品质。不宜对溫度非常比较敏感的包装制品,因此对客户应用包装材料有一定规定。
二、 本科学研究应处理的难题
1.连续式自动式包装机机械设备组织 基本原理原有存在的不足,纵封牵引带釆用伺服电机驱动器;交流伺服电机立即横封相并确保二者速率在密封时瞬间转动角速度的同步;
2.改进和拓展包装袋子长的宽度应用领域(如防潮剂包装袋子长-30mm;欧式古典奶茶店包装袋子长-500mm);
3.压根改进和提升包装机包裝速率(现阶段连续式自动式包装机的包裝速率为11。袋/分,,本科学研究的包裝速率应大于或等于200袋/分);
三、 本科学研究的基础內容
(一) 本科学研究的基本原理及方式
1.基本概念:
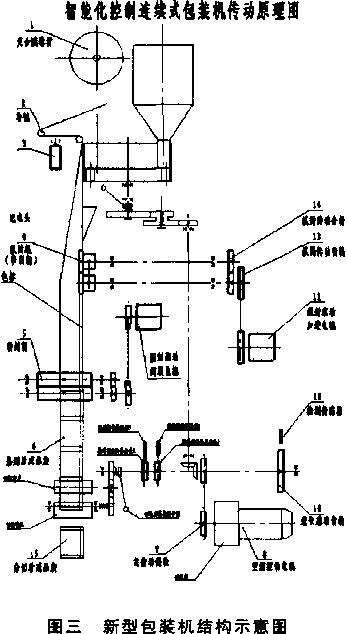
(1)包装机整个设备构造基本原理:
纵封相牵引带由伺服电机及两者之间连接的同步链轮链条、同步皮带、牵引带轴等立即驱动器;横封相由交流伺服电机及两者之间连接的链轮链条、传动链条、转动轴等立即驱动器;即构造上纵封牵引带与横封运动为2个具有相互关系(指电气控制系统)均分别独立的2个系统软件;纵封相牵引带和横封驱动器与包装机主电动机系统软件无一切机械设备连接,均为独立结构。结构示意图见图三。
2.包装机系统软件电气设备基本原理:
纵封牵引带棍操纵:纵封牵引带棍转动速率以包装机服务器速率为标准,在限速、横封部位、光学数据信号功效下,完成一切正常的纵封定长拉袋、鼠标光标追踪运作;系统软件控制板将依据横封密封的部位1輸出给交流伺服电机控制器速率转变的起始信号和横封密封的部位2輸出给交流伺服电机控制器速率转变的终止数据信号。
横封辗伺服控制:a.横封辐安裝两只部位检验电源开关(称之为横封密封的部位1和横封密封的部位2),它的功效用于明确横封辗速率转变的刚开始及终止;横封辗的运动规律参考论文参考文献.
横封辗在速率转变终止完毕,保证横封辐封合时与纵封牵引带棍加速度同步。到时候开展原材料填充的实际操作。
包装机控制系统:a.纵封牵引带和横封驱动器在运动模式上相互单独,在控制系统方式上的综合性融洽,在电子计算机内嵌式操纵与管理方法基理上包含了中国制造业转为中国智造的核心理念。
系统软件运作在横封密封的部位1和横封密封的部位2两数据信号功效下,循环往复,使包装机全自动进行制作包装袋、填充、封合的加工过程。
(二) 文中的方式阐述
在连续式全自动制作包装袋、原材料填包装机中,横封、纵封牵引带的运动速率的操纵在全部包裝全过程中是最繁杂和最重要的。它规定横封在一个周期时间中作变速运动,纵封牵引带相按定长(包装袋子长短)或跟标光学数据信号時刻改正包装制品带的运输速率,既要确保封切部位精确,又要确保在封相切横封和纵封线速一致,另外要确保每一个横封周期时间恰好送进一个袋长。传统式的操纵方法和机械系统是比较复杂的,且存有偏差。
文中设计方案的计划方案是纵封辐牵引带由伺服电机驱动器;横封辐则由交流伺服电机立即驱动器。因除掉了包装机中机械设备的不匀速(齿条)传动机构,导致新式包装机整个设备机械系统简易。横封、纵封牵引带釆利用计算机优秀的内嵌式控制理论和优化算法来完成连续式包装机的相互配合,控制系统组织 的作用框架图如图所示四所显示:
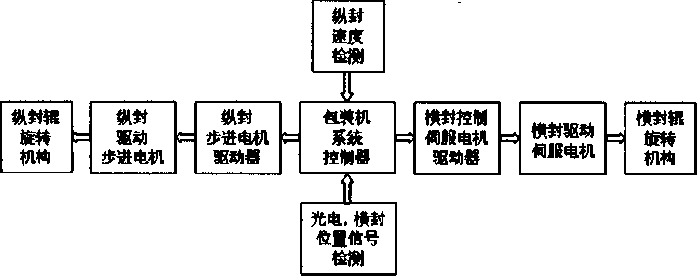
图四控制系统组织 作用框架图
新式包装机系统软件中纵封牵引带、横封驱动器新式的操纵方式及其驱动器方法完成2个健身运动主题风格的运动规律,实际工作内容以下:
1.纵封操纵
纵封操纵即操纵拉袋伺服电机,即拉袋电动机承担把包装袋从纵封处送出,送出去的长短和速率由主电动机的速率和系统软件控制板上设置的主要参数决策。主电动机的速率能够根据限速电源开关得到 ,进而测算出每分所必须的袋数。根据设置的袋长数,能够测算出每分拉袋电动机必须送出是多少长短的包装袋。进而测算出拉袋电动机的速率,即伺服电机的运作頻率。
在这里系统软件中拉袋电动机与传统式的拉袋电动机在作用上面有差别。传统式的拉袋电动机为二种工作模式:定长和跟标。在定长方式下,跟所述提及的工作方式同样。而在跟标方式下,拉袋电动机不但必须送出相对长短的包装袋,还必须依据鼠标光标数据信号和切割刀数据信号来调节包装袋的部位,进而获得理想的封合部位。调节包装袋的部位就必须根据调节拉袋电动机的速率来完成。即跟标方式的拉袋电动机则是在定长方式的基本上对拉袋速率开展调整。进而完成包装袋子的精确封合。
故在这里系统软件中也必须二种工作模式:定长和跟标。只是根据操纵横封电动机来完成的。拉袋电动机在这里系统软件中仅有一种方式,这就是定长方式。
2.横封操纵——横封操纵远动规律性如图所示五所显示
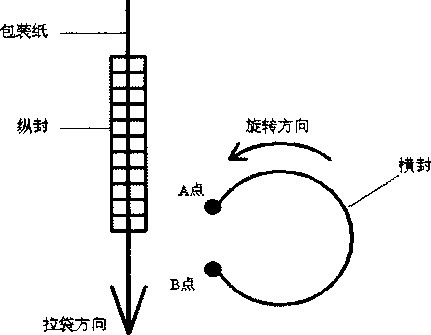
图五横封操纵远动规律性提示
此系统软件中必须操纵横封交流伺服电机精确的封合出包装袋子的长短,及其在跟标方式下精确的封合包装袋子的光斑部位。
横封封合的部位为A点到B点的这一段距离。这时横封的角速度务必与纵封的角速度一致。纵封的角速度即是拉袋电动机的速率,根据测算可得到横封电动机的速率。这一段速率是A点到B点的速率。而B点至A点这一段距离则必须横封以更快速率运作到A点。且规定横封在A点等候。直至必须封合时横封电动机即可姿势,即运作A点到B点这一段距离。A点到B点的调速全过程即是:
A点B点 A点等候封合迅速等候在定长方式下,横封从A点起动运作,这时对纵封的送出去的包装袋长短开展记数,当记数抵达设置的袋长时(这时横封已运作一周在A点等候情况),横封从A点起动,再对纵封的送出去的包装袋长短开展记数。循环往复,进而封合出精确的包装袋子。
在跟标方式下,分辨横封从A点起动的标准:是纵封送出去的包装袋和鼠标光标数据信号。在接纳到鼠标光标数据信号后,对纵封的送出去的包装袋长短开展记数,依据设置的主要参数(创口部位),长短记数抵达设置的创口部位时,横封从A点起动运作。再度接纳到鼠标光标数据信号后,再度对纵封的送出去的包装袋长短开展记数,长短记数抵达设置的创口部位时(这时横封已运作一周在A点等候情况),横封从A点起动运作。循环往复,进而封合出精确的包装袋子。
(1)制造行业的技术性转型:该科学研究結果证实新式连续式包装机的纵封辗步进电机牵引带和交流伺服电机立即驱动器横封系统结构的设计构思客服了传统式连续式包装机横封不匀速(齿条)齿轮传动组织 所原有的、客观现实的技术性难题和包裝制成品袋包裝实际效果的不够,这些方面是别的对策无法挽回和处理的。该科学研究結果已从源头上处理续式包装机不匀速传动机构存有的实际技术性阻碍。为天津几个包装机械有限责任公司配套设施使用遭受非常高的点评,有希望营销推广。
(2)关键技术参数:
整个设备噪声一由原先的80分贝降至65分贝;
整个设备包裝速率——由原先的100包/分提升到超过200包/分;
制作包装袋袋长规格型号范畴 由原先的55〜110Mm拓展到30—280Mm之上;
鼠标光标追踪和定长精度等级——由原先的1.5毫米一控制在0.5毫米之内;
纸袋子规格型号的调整时间一由原先的十几分钟降低到几秒;
3.结果
总的来说,新式连续式包装机的纵封根步进电机牵和交流伺服电机立即驱动器横封机械系统设计方案,促使包装机自动控制系统具备以下优势:
(1)横封设备釆用交流伺服电机立即驱动器和操纵,根据操纵横封辐的转动速率,加上与纵封拉带速率紧密配合,保证封切部位精准靠谱,另外考虑髙速包裝的规定,彻底完成全自动调节。对实际操作工作人员无较高的专业技能规定。调节时,根据工业触摸屏的功能键键入数据信息,系统软件控制板及时显示信息包装机运作的动态性主要参数,形象化、便捷、便捷并省时。
(2)纵封速率在一定范畴内无极可调式,做为基准值键入系统软件控制板,横封速率由此做出相对转变,因而袋长的挑选在理论上是无极随意的。解决了传统式包装机机改变袋长时繁杂繁琐的机械设备和电气设备调节难题。巨大提升调节高效率。
(3) 简单化了机械系统,防止了预制构件安装精密度对横封传动系统精密度的危害。防止了袋长極限规格时齿轮传动造成的震动和噪声。新的系统软件整个设备噪音最大65dB。
(4) 整个设备模块化设计组成的设计方案方式,革除每个组织 相互之间的机械设备传动齿轮。由内嵌式控制理论(硬件配置和手机软件)组成的系统软件控制板合理融洽各控制模块电动执行器间的姿势规律性,进而产生一个智能化系统、柔性生产的自动包装系统软件0
历经具体设计方案执行及当场实验,本横纵封系统软件的自主创新方案设计获得了取得成功。根据横封设备选用伺服电机变速操纵;纵封选用步进电机驱动器及相互之间融洽实际操作,保证封切部位精准靠谱,而且考虑髙速包裝的规定,彻底完成全自动调节。
文章来源于网络转载,侵删
 ×
×



