

来源:网络转载更新时间:2020-08-04 10:54:54点击次数:3899次
沈阳某有限责任公司二十世纪八十年代中后期从日本国钟渊企业引入第1条PVC生产流水线,距今30多年,在其中半自动粉状PVC包装机因控制系统老化,常见故障高发,立即危害生产制造,因此要对该包装机控制系统实施更新改造。根据剖析包装机工作内容,设计方案了一种好用的控制系统。历经两年的应用,半自动PVC包装机可以稳定运作,既考虑了实际操作规定,又提升了生产量和包裝品质,减少了产品成本,产生了一定的经济收益。
1半自动包装机的工作内容
半自动包装机工作内容包含水果套袋、起动、全自动给料机、全自动称料、全自动终止等。具体步骤是人力将包装袋子套在包装机岀料嘴边,起动包装机,在起动包装机的另外开始自动称重,当包裝品质做到预设值20kg时,包装机全自动终止添充,人力将料包卸掉,提前准备下一袋包裝。
2包装机控制系统更新改造內容
半自动粉状PVC包装机除了必须开展自动称重外,还必须对称性重开展监管,当包裝的PVC颗粒料做到一定品质时终止添充,因此必须一个控制板来完成此实际操作,那样就必须PLC(可程序编程控制板)与配料控制器相互配合。另外,在PLC工作中时也要配上工业触摸屏多方面监管,才可以完成其工作标准。根据对PLC和配料控制器控制系统的再次设计方案,完成了包装机控制系统的提升更新改造。
2.1PLC的型号选择
在包装机控制系统设计过程中,充分考虑包裝当场自然环境影响大,必须24小时经常工作中,而PLC外观精巧,控制力强,程序编写简易,可信性强,因此选择其做为主控制板。采用了日本国OMRON企业生产制造的CPM2系列产品PLC,其优势是执行速度更快,抗干扰性强,其釆用380V沟通交流供电系统。
2.2配料控制器的型号选择
为确保称重的精确性,完成称重的可操控性,采用了珠海市某有限责任公司生产制造的CB920配料控制器。该控制板选用优秀的SMT技术性,出示了丰富多彩的计算机指令,外观设计精巧,方便使用,功能齐全,有迅速的响应速度,可以考虑智能化生产流水线对速率的规定;此外,它还具备RS232/RS485通信接口,可开展多一点或长距离通信,包裝全过程中可完成全自动削皮,过添充自动控制系统等作用;而且该控制板I/O控制模块为终断式操纵,输入、輸出可所有完成光学防护,有强力的调料作用和抗干扰性,非常是其调料作用非常好地考虑了更新改造的要求。
2.3对PLC及配料控制器的硬件开发
包装机控制系统系统配置包含PLCI/O模块,其由人机对战操作面板(触摸显示屏、按键、显示灯等)、称重控制器、电动执行机构(继电器、汽缸等)、感应器(限位开关、称重仪等)等构成,见图1。
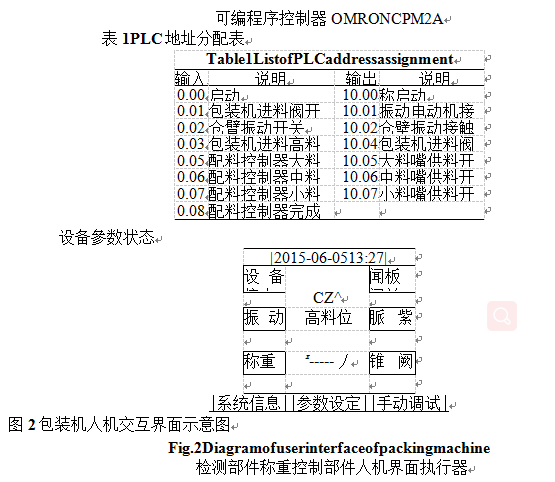
图1包装机控制系统系统配置图
最先分辨包裝料斗内的料位,若料位为低,则锥半自动粉状PVC包装机工作内容由起动、胀袋、添充、终止、料斗给料机等构成。包装机起动前的入料全过程中,PVC颗粒料易在入料臂堆积,因此需要在入料臂上配备震动设备,在给包裝料斗入料全过程中
仓臂震动器起动。在包裝添充全过程中,第1次检验品质为18.5kg时,配料控制器向PLC輸出终止八角茴香嘴添充数据信号;第2次检验品质做到19.5kg时,配料控制器向PLC輸出终止中料嘴添充数据信号;第3次检验品质做到19.9kg时终止添充;抵达19.9kg时候有一定量的过添充,确保了每袋品质为20kg。
2.4包装机控制系统的软件开发
包装机控制系统的手机软件一部分由人机交互技术页面(触摸显示屏)和PLC两一部分构成,触摸显示屏根据RS232与PLC通信。人机交互技术页面能够 设置PLC內部的时间控制器,能够 观察入料阀的电源开关、胀紧阀的电源开关、锥阀的电源开关及其对闸阀的手动式调节情况等。。
PLC详细地址分配表见表1,人机交互技术页面平面图见图2。
阀打开向包裝料斗投料,直至高料位信号指示灯亮,传出高料位警报标示;若包裝料斗内PVC颗粒料早已为高料位,即高料位报警系统早已发岀,则机器设备起动,胀紧阀打开,刚开始向包装袋子中添充颗粒料,配料控制器历经3次操纵抵达20kg后,秤重完毕,见图3。
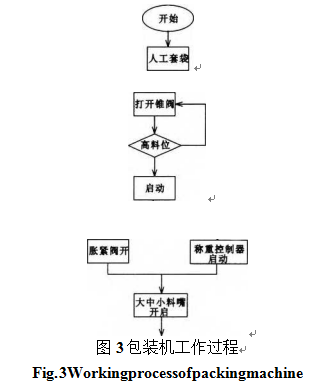
图3包装机工作中全过程
Fig.3Workingprocessofpackingmachine
性赔偿元器件,提升了管路对自然环境温度差和阻尼振动的承受力。③增加补偿器在楼房上边1米处,维修便捷,防止了高空作业,降低了安全风险。
2.2氯化钙管路易结晶体阻塞,对闸阀开展更新改造
陕北冬天气侯严寒,氯化钙在溫度较低的自然环境中很容易结晶体,一旦氯化钙在管路内结晶体,就必须泊车清除。小结过去工作经验,依据生产制造具体,开展了下列技改项目:将好几处氯化钙管路的逆止阀挪到挨近主管道约100毫米处。更新改造后,流动性的热水溶液可传热至逆止阀与流动性管路中间的长节,长节再未出現结晶体阻塞;管路无需时将氯化钙溶液放净并清理,再未因存在不流动性氯化钙溶液而结晶体阻塞。
2.3系统运作不稳定,对蒸气凝结水管开展更新改造
工作压力或溫度大幅度转变是导致系统软件泄露的关键缘故之一。更新改造前,脱吸系统软件蒸气凝结水并入蒸气凝结水主管,经常会出现主管内凝结水过多且总流量不稳定,若凝结水不立即排污,会造成脱吸塔重沸器蒸气工作压力、总流量起伏很大,比较严重危害系统软件的平稳运作,对机器设备、管路导致致命性的危害。对于这一难题,将蒸气凝结水管改成单独管道。更新改造后,重沸器蒸气工作压力、总流量很平稳,系统软件运作稳定,降低了重沸器以及他机器设备管路的泄露三。
2.4多效热交换器易泄露,对其开展更新改造
驾车至今,数次出現多效热交换器泄露,迫不得已泊车维修且维修艰难,因此给多效热交换器提升了1条旁通。若多效热交换器泄露比较严重,就转换至旁通管路,开展维修,维修结束后再切回多效热交换器.防止了泊车维修,大幅度降低了维修成本费,缓解了废酸市场销售工作压力。2.5系统憋压,对二级冷却塔开展加工工艺改善
因为北元化工只有1台二级冷却塔,制冷物质为-26W冷藏食盐水,长期运作后超低温氯化氢与水就会产生HC1-nH2O乳状物阻塞二级冷却塔,可能会导致憋压。因而开展了以下改善:每三天关掉1次二级冷却塔智能回水,解冻1次,待二级冷却塔溫度升高。
2.5配料控制器与PLC的相互配合
配料控制器对称性重数据信号具备操纵功效。配料控制器接受到起动数据信号后开始工作,其COARSE、FINE、M43个端口号另外向PLC传出上拉电阻数据信号,PLC向3个添料嘴电动执行器传出上拉电阻数据信号,大中小料嘴另外向包装袋子中添充颗粒料,当达到包裝预设值时,称重控制器COARSE、FINE、M4輸出低电频,DISCHARGE接线端子向PLC輸出上拉电阻数据信号,称至。P之上且升高速率较快时为解冻结束。实践经验,更新改造实际效果非常好,再未出現因二级冷却塔阻塞而造成的系统软件憋压。
2.6氯化钙循环水泵不可以预留,拆换预留泵
改善以前,氯化钙循环水泵有2台,A泵(距泵出入口主管很远的泵)、B泵(距泵出入口主管较近)按时转换应用,避免 泵不可以预留。曾一度产生以下状况:应用B泵且B泵出現常见故障时,提前准备转换至A泵,A泵却因出入口管路结晶体阻塞不可以预留,迫不得已停车。其缘故是超低温自然环境下,A泵出入口闸阀和出入口主管中间管路较长,氯化钙长期不流动性易结晶体阻塞,造成A泵常常不可以一切正常投入使用。因此开展了以下改善:①长期性应用A泵,将B泵做为预留泵;②B泵按时试运1次,确保能一切正常运行;③B泵试运之后关掉进岀口闸阀、常对外开放净阀,放走水溶液并清理。改善以后,再未出現氯化钙循环水泵不可以预留的难题,确保了系统软件的长期性平稳运作。
3结束语
北元化工对于废硫酸脱吸设备易泄露、易结晶体阻塞、运作不稳定等一系列生产制造难题,对脱吸塔出入口管路、氯化钙管路中的闸阀、蒸气凝结水管、多效热交换器、二级冷却塔等开展了技改项目,彻底消除了硫酸脱吸系统软件泄露经常、结晶体阻塞经常、维修经常、泊车经常的困局,完成了长周期、持续稳定运作。第1期设备和第二期设备2套硫酸脱吸设备共能为氯乙烯生成系统软件出示2200M3/h氯化氢,大幅度减少了产品成本,缓解了废硫酸市场销售工作压力,为氯乙烯生成系统软件超负荷、长周期运作出示了确保。
3结束语
再次设计方案后的粉状pvc包装机控制系统实际操作便捷,返修率较以前减少93%,包裝速率提升到180袋/h,提升了包裝速率和包裝品质。包裝规格型号为20kg/袋,包裝偏差精确操纵在±40g,表明包装机控制系统釆用PLC与配料控制器相互配合的方式是行得通且靠谱的。
文章来源于网络转载,侵删
 ×
×



