

来源:网络转载更新时间:2020-07-22 17:27:41点击次数:3376次
保存食品的方法是多种多样时,例如低温冷冻,加热进行巴氏灭菌,高温杀菌,去掉水分或氧气(如浓缩或干燥),以及通过盐渍或酸化腌制等。
19世纪初尼古拉斯。阿伯特发明了罐头。这是食品保存方面的重要突破.自从阿伯特最先发明建头以来,尽管罐其工艺方面有了许多改进,但是没有一个发明比无菌包装更重大的了.虽然传统的罐头便食品无届,但一般来说食品的营养成分和味道在加工过程中受到了损害。全部食品必须在最短的安全时间内达到最低安全温度,由于通常在容器外加热,紧靠容器部分的食品达到指定温度的时间较短,中心部分达到指建温度时间较长,存在过量加热问题。对于大容器里的食品采用此法灭歯质量更差些,有些食品不能装在包装容器里加工,少数热斂感食品,如香薫泥和乳制品,就属这类食品。它们不能装在罐内煮熟或蒸煮。无歯加工和包装技术的出现,使热敏感食品和乳制品的冋题得到了解决。过去用传统蒸煮法加工的其它许多食品,现在采用毛園处理,营养更加丰富,味道更加鲜美,在常点下可贮存九至十二个月不变质,风味可保存六至八个月,并无需冷藏储存,冷藏运输柜销售等,受到厂家和消费者欢迎。
食品的无園包装是指被包装的食品物料在包装前经过瞬时杀園,在无菌条件下,将其密封于具有保鲜作用的无菌容器中。无菌包装系统要求:产品必须无菌;
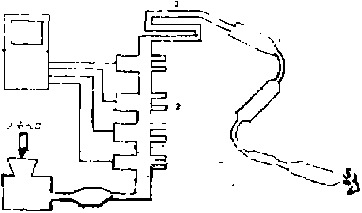
S1OHMIC无菌包装渣裡图
1—食品入口2一电流加热管3—食品停留管
4—冷却曾5—筮充填机盛装产品的包装或容器必须无菌
最近CMB社开发了OHMIC无菌包装系统,系统是对含固形物的食品流过管道时,对其加电压,于是食品内流过电流,瞬间发热完成灭歯,然后经冷却后充壊包装,其特点是瞬间加热中无过量加热问题。图1是OHMIC的瘋程商图。
目前,国际上抽无園包装按用途及用量分为两大类,一类称为无菌袋式大包装。这类机多用于包装水果和蔬菜的激缩汁或酱类,其包装容量一般从几千克到二百千克,大容量的可达一千千克。有的为了便于摆放、贮存、装卸及运输,把曜装的无園大包装袋装在纸箱、木箱或桶里,这种包装设备主要是安裝在水果或蔬菜产地,便于就地加工.。
第二类无菌包装主要供市场零售用,通常称为无菌小包装.目前主要有杯式与盒式两种.每杯或每盒容量一般为50g至250g,大者可到1000go放在商店零售货架上销售十分方便.
1无菌包装技术及特点
1-1灌装前食品物料瞬时条菌工艺及设备
包装前食品物料的瞬时杀菌工艺,关键是提高杀菌温度,缩短杀菌时间,实现无菌和少破坏营养的目标。主要方式有过热蒸汽杀菌、干热空气杀菌、化学溶剂杀習、紫外线杀菌、放射线杀菌及微波杀菌等等.每种方式都有自已的优点、不足和适用范围。在选择时,应该全面地分析杀菌效果,分析对所包食品物料品质的影响,对所采用的容器的影响及经济性等等,以便做岀正确合理的选择.,
美国CHERRY—BURRELL公司的无菌袋式大包装生产线采用的条菌方式是刮板间接蒸汽式如热杀菌。这种房式的杀菌机,管芯内充满食品物料,刮极在其中搅拌,蒸汽在夹层中通过,通过蒸汽的高温使物料中的细菌死亡•技术关键是使处在管芯内的食品物料均匀受热,实现完全的杀菌作用。
法国ERCA公司无菌杯式小包装生产线采用的杀菌方式是直接注入式杀菌(指果汁型饮料为主K将一定量的过热水与一定的食品物料进行混合,使混合后的食品物料瞬间达到杀菌温度,这种物料在热交换器中保持极頰时间,在盘管式热交换器中冷却到需要的温度后送入包装机进行灌装’
瑞典LEALER公司的无菌盒式小包装生产线釆用的杀菌方式是双氧水(HQQ杀菌•
K2无菌包装设备及环境无菌
不同的无菌窿装设备,其结构的关键部分也不相同。
(1)无菌袋式大包装灌装生产綫的关槌部分是无菌室。无菌室是个圆柱形结构的空间,里諛有机械手和化学药剂杀菌喷淋口.工作时,经过消毒封好盖的无菌袋由机械手将袋盖部分抓进无菌室,经化学药荆喷琳希菌后,机械手拔开盖子,将袋口对准灌装口,食品物料则自动流入,灌满后移离灌装口,机械手将葢自动封上,送出无菌室。
蓬)无菌杯式小包装生产线的关健部分是建立无菌通道。这条通道是长约2m,宽和高各约40〜50cm左右的矩形空间。空间的底是包装材料,侧面、顶部及两头由生产线各机械部件的面组成.si装前,系统开始工作,先对无菌通道内部进行加熱,杀死停机侵入通道内的细菌,经过一段时间,达到工作时需要的无菌状态,工作开始后,不断向通道内送入净化过的无菌空气,并使通道中的气压稍高于外界的大气压力,使通道内的无菌空气只能通过开口和缝隙向外界排向大气,而周围大气中的带醫空气却不能进入无菌通道,所以工作时,能始终保持通道内的无菌状态。这种生产线是一种多头同时潭装系藐,可以同时实现8个甚至24个杯子的灌装.而且可以分别濯裝几种不同的食品物料,例如可以分别灌装山楂汁、苹果汁、粒粒橙汁等等.不仅生产效率高而且十分灵活方便.在这条生产线中,包装容器的加热成型、灌装、封盖贴标工序全部在无菌通道内気成.
(3)无菌食式小包装生产埃的关雄部分是建立无菌室,这是个不太大的柱状空间,在这里用双巍水对包装材料进行杀前,经过杀菌的材料和食品物料,在这里通过釆用液面下封口技术完成曜裝密封工序,然后送出无菌室。
无菌包装食品必须在无菌加工车间,利用无菌包装机和无菌包装材料对符合无菌械准的食品进符包装。上述无菌条件缺一,则无法实现无菌包装.
'为使作业过程中的充填、密封等工序始终保将无菌状态,必须*先对与食品相接触的包裝机械、作业台、器具等装置以及其周囲空间彻底清洗和杀菌,达到要求的条菌水平。此外,在以启的整个生产过程中还要始终保持杀菌后达到无菌状窓.作为环境的杀菌一般采用洗涤、加热、药物和紫外线照射等措施,对与食品相接触的装置和整个容器表面进行杀爾处理I空间环境则多采用药物杀菌;整个包装系统无菌状态的维持则靠进入无菌空气并使整个系统保持一定的正压,以阻止外部空气中微生物侵入。
1.3无菌包装残材料
随着人们消费冰平的提高,要求食品不破坏营养成份,保持團有香味、鮮味,不加昉腐剂、添加剂、色素等为目标,所以要求无菌包装材料有阻隔氧气、阻临气散失和水份蒸发方面具有较高性能。因此,无菌包装材料多为多层复合或共挤材料/目前一般认为PVDC和EVOH属阻隔号能好的材料,也有的用铝箱作阻隔层。
无菌袋式大包装采用的是铝塑复合材料,无菌盒式小包装采用的是纸塑复合材料。而无菌杯式小包装采用的材料最聂杂,分杯体材料、杯盖材料和商标材料。
1.4无菌包装技术的特点
无菌包装的特点主要有以下几方面。
(1) 对内容食品的杀菌是根据食品的特性与要求来选择最适宜的方法进行(如HTST法,UHT法等).其目的是使食品的色泽、风味、组织和营养成份得到最好的保护.并尽可能延长其货架期以及便于运输贮藏.
(2) 与普通雄装食品不同,用于无菌包装的食品与容器是分别进行杀菌处理的.不存在装蟠后再进行杀菌的那种传热障碍。不管容器大小如何,都可得到稳定的产品,特别是还能生产普通繕装法根本无法做到的大型包装食品.
(3) 在食品与容器间没有普通雄装食品杀菌时的那种共热过程,彼此间也就不易发生反应,因而容器成分向食品中洛渗也少。
(4) 由于容器的表面杀菌可采用先进的冷杀菌技术或其他有效的表面杀菌技术,因而使得那些耐热性不强的包装材料能够应用于无菌包装。并且对包装材料的踢度要求也没有普通曜那么严格,故有利于降低成本。2.5适于自动化连续生产,节能省工。
2无菌充填包装机
随着无菌包装的迅速崛起,无菌充填包装向着应用领域近出了可喜的一步。下面介绍无菌充填包装机的种类及充填方式。
2.1吹制瓶无菌充頃
(l)Rommelag公司的充填方式
这个方式也被称为吹制/充填/封盖,即是在制塑料瓶成型的同时将食品充入瓶内并封盖.塑料原料采用聚乙婦或聚丙烯。成適充填的顺序为:首先将塑料原料加工成籀形管状.然.后将底部封口,接着向管内吹无菌空气,将雏形管吹成所需要的成形容器,同时将食品充填进去,并将瓶口密封.整个工序为连续进行的,每个周期根据充携量不同为10-15秒,最大充填量为200ml,开封釆用和壳体连为一体的螺纹方式,确保安全。总体成本很低,可广泛用于牛奶、饮料、鸟龙茶等食品及医药品注射剂的无菌充填。
<2)Stork公司的充填方式
这种方式为|用成型线将瓶成型后,与充填繩装线连接进行无菌充填。下面是荷兰乳制品厂家使用的工作状况成型的容器由聚乙烯制成。此容器是由灭菌空气吹制而得到的无菌容器」树脂的挤出温度为200〜220。)吹制成形机本身也置于无菌箱内,灭菌空气以层流状态向下方瓶入.吹制容器生产能力为4000个/h.这种连续无菌充填机为法国的Serac公司制造。该机被置于非常清沽的车间内进行充填灌装。内部为无菌密封的瓶,其瓶口部用HQ,灭菌后,向充填口方向移动,充填后的口部,用AL/PE封口,再在其口上配上瓶盖。整个充填过程结束,其制品检验后入库保管,这期间每批取一定敷量的样品在恒温器内保藏7〜lOmin,检验其pH值,如发现pH下降还要进行追踪检査。无菌充填的乳制品可保存3个月以上。
2.2袋式无菌充填
目前,盒式的袋装和鼓式袋装的充填方式常被采用.被充填的食品,如:作为贮數用和大容量精送用蓄茄酱、浓缩果汁,,味料和葡萄酒,以及零售用的酒类等为众多.向袋内充物料,釆用半自动式,只需将袋插入潮装头剩下的工作即可自动化。ALFa—Laval公司采用新的机械设备,在灌装部不釆用无菌室.而是在尽量减少權装口空气混入上下功夫。在使用时即能保证内部为无菌状态又能取出自由
2.3固形物的灭菌
(1)惠阻加热法
人们希望装入固形物的食品,在无菌装后可永远保存,为实现这一愿望人们在努力探索。•最近APV公司开发了高粘度或固形物食品的电阻加热灭菌装置。它是利用食品的电阻抗,将电能转变成热能而加热,从而实现了均匀加热。固形物颗粒的大小可达25mm\这种方式的模式图(见图2)。这种装置的加热部分从电极套。
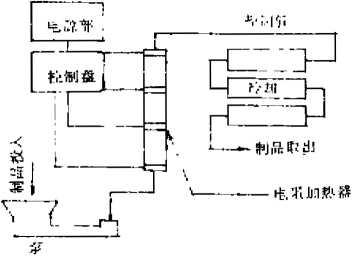
图2APV公司电阻加热法模式图
(2)ALFa—•Laval系统
这个系统是将食品的液体和固形物分别灭菌处理,然后再合起来濯装.在加熱容器内加入食品使容器边振动边搅拌,并向其中吹入蒸气加熱。灭菌温度保持一定时间后使其冷却。然后将已经灭菌过的液体用泵逬行输送到盛有固形物的容器内,整个充填包装工序可以做到固体和液体成为一体进行计量港装。例如用此系统可以制做放入肉的汤类食品和Zinn左右块形蔬菜。
<3)Stork公司的Steripart系统
Stork公司Steripart的系统.,是对固形食品的無处理系统。这个系统的关韓是有一个独特的机械保持容器’或者说有了选择的保持容器目前,该公司开发二种具有选择的保持容器。
第1种类型:称为Rota—Ho—La。其中央轴上装有几个耙状刀刃的圆筒形容器,此轴转速可调,含有固形物食品被耙住,并使其在圆筒中边旋转、边被送到末端排出。因为液体和小的颗粒可在耙状刀刃间自由流动,比大颗粒机可和与它相联的管开始(见图3)食品从下面的泵注入,流至最初的电极周圏,经过联接管,向第二个电板套移动,被流过这个电极间的电流加热。在本系统各种食品的灭菌试验结果中,含有巳切片的胡罗I、、苹果、草莓等食品,均可以做。
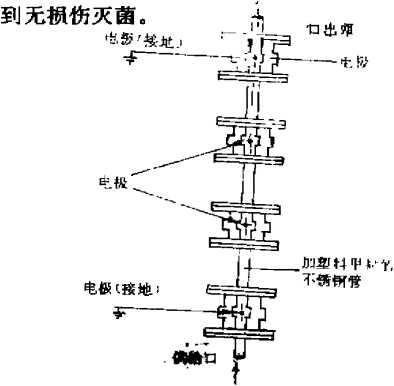
图3
电阻加熱法的加熱部分提早被排出,而大块物体可以较长时间地滞留且加热时间较长.
第2种类型;称为Spiral—Hold。它是纵型的管状容器,采用食品从上部装入从下部排出的方式。管状容器中间部为螺旋状.这个螺旋是装在中心轴上,螺旋的外圆到达容器的内璧,转速可调,装有螺旋的轴如果转动,食品的粒子便形成了移动料飾。由于其转速可调从而食品在容器内滞留时间也可调整以上两种灭菌方式称为Steripart无菌处理系统。'
总之,无菌包装是食品包装利食品储藏技术领域中的重要分支,食品的无菌包装技术和设备又是一个新兴的技术领域,世界上经济比较发达的国家已经得到广泛的推广,在我国尚属刚刖起步阶段。
我国水果资源丰富,有关资料表明,1985年水果产量为985万吨,1990年水果产量为2000万吨,由于储存、运输及销售等原因,烂损率超过10%。所以在我国这样一个幅员辽聘的无菌包装对水果和蕴菜资源的有效利用有显著的经济效益”同时,也是解决我国果汁型(包括蔬菜汁)伏料普及化的有效途径.
我国已经从法圄ERCA公司引进了五条无菌杯式包装生产线,分布在承德、扬州、潮州、番禺及皖县.无菌食式包装生产线,我国已经引进T70多条,全国主要大城市都有。
目前这两种生产线包装的伏料有杏仁露、桃汁、粒粒橙、仙桃汁、摩奇饮料等.
随着国民经济的发展和人民生活水平的提高,消费者对食品的要求不断提高.要求食品营养更加丰富、食品少含或不含防腐剂、食品味道更加鲜美及食品在常温下货架期长等.无菌包装能满足这些要求,因而无菌包装技术得到了广泛的重视,无菌包装技术将会同世界的发展步伐一样,迅速得到应用和发展。
X(Zjt+aha*)5= 2
m^iX(Z斛/cosB+ahQr,时= g
山、以一相嚙合两齿轮的基圆半径*
r-i.r.—相啮合两齿轮的齿顶圆半径I
a一齿轮压力角;电一斜齿轮的端面压力角;h/一直齿轮齿顶高系数:,
瓦了一斜齿轮的法面齿顶高系数,其值等于
考虑到式(7)中法定的量有5个,我们可设目标函数为:
心)=畿-号; (比
然后用优选法中的变量轮换的计算方法.确定毎一个变量的值,即当“X)为足够小时Xi、X,、Xa、X,、Xs的值,由式(8)我们也可以列出目标函数:
f(Y)=Q-m(%+Y,)(18)cosBO
因为此时齿轮链中的基本参数叫i—M,,m.2—M2,p—B0巳经确定,且一对同轴的直斜齿轮的齿数乙、Z,已经求出,得求的只是另一对同轴的直斜齿轮的齿数Y、、Yu它们的可选范围有限,因此只须两循环就可求出,方法依旧。当丫八丫2求出后,再以它们作为已知的乙、Z”又可继续求出新的一对Y」、Y»如此求下.去,就可以将整个齿轮链上所有齿轮的齿数都确定.需要说明的是,无疑式(18)中目标函数f(X)为最小值时所确定的齿数丫\、七就是我们要求的结果但虬炊話)—M,(Zi+Yi)的值可正可负,我们取哪一个值作为我们设计的中心距值呢?显然,为了避免出现挤齿干涉,我们只能取中心距虬炊飞")和MJZ,+YD中较大的一个。即当峑蜂p—Mi(Z』+YD为正时,取斜齿轮的中心距作为设计值,反之取直齿轮的,由于中心距的増大,此时两齿轮的分度圆就不再相切,其节圆与分度圆就不重合,两轮的节圆半径将大于分度圆半径,其啮合角也将大于分度圆的压力角。其关系为:
arxcosa,=axcosa (19)
文章来源于网络转载,侵删
 ×
×



