

来源:网络转载更新时间:2020-07-22 16:46:36点击次数:3365次
1充气置换机理
根据玻意耳-马略特定律、査理定律和盖,吕萨克定律律知,当气体温度不太低(与室温相比)、压力不太大(与大气压力相比)时,都可近似当作理想气体,其温度八压力p和体积/的互依变化关系遵循如下方程
pV=—RT (1)
或,改写成
(2)
式中M——气体质匮
M——1摩尔气体的质量
R——普适气体恒量,其量值与状态参量的单位有关
如果认为披压缩气体的温度不变或近似为常数,若令4=7?。則A亦为常数,而式⑵简化为
M=^-“ (3)
A
这样,将几种气体按质量比例进行混合,应满足
:P/M:…(4)
由式(4)可以看出,要实现混合气体质最的不同配比,只需相应改变气体的体积或压力就可以了。从工程实用角度出发,调节气体压力比调节气体体积方便,结构也简单,因此在保证单一气体体税相等的条件下,即不难导出
:M2:…::p?%:…:P/“ (5)
实用中,欲制备氤和二氧化缺的混合气体,要求配比为1:3,已知氮分子最为28,二氧花碳分子量为44,则由式(5)算出该二种气体所需的压力比为
Pf_% _1〜44_11〜1
Pc% M斗 % 328211.91
亦即気为1个大气压时,二氧化碳应是1.91个大气压。至于对二种以上气体的混合,其计算方法可依此类推。
2气体混合装置
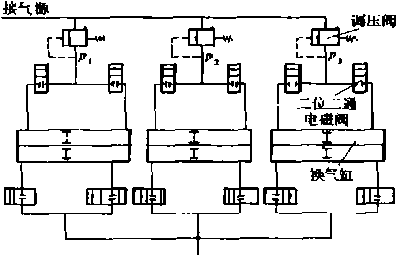
 由上述分析得知,在保证单一气体完全等容的条件下,要按预定质髭比例进行混台,必须按适当比例调整其进气压力。为此设计了相应的气体置换装置,如图1 所示。俵装置可对三种或三种以下气体进行混合。
由上述分析得知,在保证单一气体完全等容的条件下,要按预定质髭比例进行混台,必须按适当比例调整其进气压力。为此设计了相应的气体置换装置,如图1 所示。俵装置可对三种或三种以下气体进行混合。
图中,对三种气体釆用3只容积完全相等的换气缸3,在毎只气缸的进气口均设置调压阀1,以控制进气压力,。=1,2,3),另外,在气缸两侧设置4只二位二通电磁间2,以保证来自气源的气体能够顺利地通过气缸进入稳压箱4,并使气源与稳压箱不直接串通。设置稳压箱会有助于混合气木的缓冲与储存,为充气包装作好准备。每次
工作前,先藉真空泵将稳圧箱抽成近真空状态,然后単一气体通过换气虹分别进入稳压箱,成为混合气体。在稳压箱充气过程中.当箱内压力p略大于一个大气压时,换气缸即停止工作,待工作一段时间后,当稳压箱内混合气体的工作压力低于一个大气压时,则换气缸便自动对稳压箱充气。可见,由气源通过气釘向稳压箱充气充分必要条件是
P>>P
这里应强调指出,位于换气缸活塞同一侧的电磁阀不能同时打开,否则该气缸将失去作用,致使混合气体比例失调。
3充气包装机工作原理
该机包括三大部分:气体混合装置(上节已介绍),气体置换封口装置及其控制系统。下面只对后两部分作简要介绍。
3,1 /悼置换封口装置
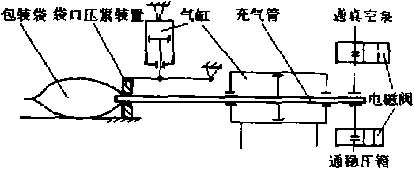
见图2,其工作过程大体是这样:先藉气虹4将充气管S插入放在工作台面上的复合包装袋1中,再藉气缸3带动压紧装置2将袋口紧紧压住,接着关闭电磁阀L打开电磁闻6,对包装袋抽真空。然后关州电磁阀6,打开电磁阀7,使稳压箱中的混合气体充入包装袋内。充气结束后,换气管5退出,立即热封袋口,至此充气包装完成一次工作循环。
3.2控制系觥
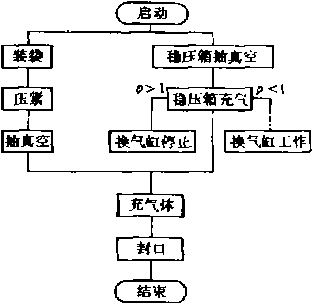
本机釆用8031系列单片微机进行控制,其程序框图如图3所示。在工作台面上设置光电传感器,判别包装袋是否到位;在稳压箱内设置压力传感器,控制箱内气体压力;在热封加热部位设置热敏电阻,使加热元件温度处于预先设置的状态。此控制系统结构简単,工作可靠,操作维护也很方便。
4结论
通过上述分析及对样机调试结果得出如下结论:
1.由理想气俳状态方程式导出的气体置换公式对图3充气包装机控制系统框图整机设计具有重要的指导意义。
2.根据该公式设计的气体混合装置原理正确、结构简单、工作可靠,其性能明显优于原真空充气包装机。
3.在该机工作过程由,机-电-气布统协调一致,主要参数及工作性能指标达到设计要求
文章来源于网络转载,侵删
 ×
×



