

来源:网络转载更新时间:2020-06-28 10:01:11点击次数:4182次
一、 问题的提出
卷烟包装机组是我国目前烟草行业卷烟包装机的一种主导机型,我厂的卷烟包装机组在使用中发现,其产品包装质量存在烂铝纸、缺内卡纸、小合缺盖等包装 质量问题,严重影响了产品的市场形象。任何产品在加工过程中都不可避免会出现质量 问题,由于生产过程不可能进行过多的人工干预,产品质量的保证只能依赖设备和仪器 在线质量检测和控制,在生产设备上选择合理的检测工位监视产品质量,将有质量问题 的产品及时检测剔除,因此对包装机包装质量检测与控制进行改进完善,实现产 品在线检测,提高卷烟包装产品质量,非常必要。
二、 解决方案
包装机组是我国经引进、消化、吸收意大利某公司卷烟包装机组,已在 国内烟机厂生产。其控制系统在设备出厂时系统控制软件对用户不开放,对其增加新的 控制功能或控制方式困难较大。为了提高包装机产品质量,增加新的检测功能,只有避 开原系统不幵放的控制软件,在外围电路中增加可编程控制器,对包装机组的小包机、小包透明纸机、条盒包装机、条盒透明纸包装机生产的产品增加一些特有的检测 功能并控制剔除不合格的产品。
1、需要解决的几个关键问题
(1) 机器运转和电气控制同步脉冲的提取。
(2) 新增控制系统检测与剔除相位的确定。
(3) 新增控制系统的实时性。
(4) 新增控制系统与原系统的兼容性即两系统互不干扰。
2、解决方法
为了解决上述问题经测试分析,分别利用小包机、小包透明纸包装机、条包透明纸包装 机现有的三个绝对型轴编码器的输出信号,根据其编码特点对轴编码器的输出编码进行解码 和译码获得二进制转换码,经过PLC运算产生机组运转与电气控制同步脉冲。为了整个系统 更加稳定可靠,新增质量检测控制功能电路不对原控制系统干扰和影响,设计隔离驱动电路 使机器上的三个轴编码器到新系统和原控制系统各自独立。详见如下原理框图。
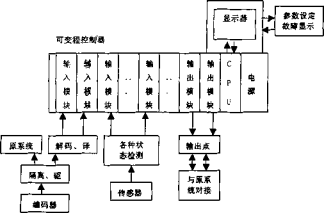
新增检测与控制功能原理框图
可编程控制器依据解码信号进行运算控制产生九项移位脉冲,其中包括:小包机移位检 测剔除脉冲、小包透明纸移位检测剔除脉冲、小包透明纸慢速移位检测脉冲、条盒包装移位 检测脉冲、内卡纸拼接、缺内卡纸、烂铝纸、小包缺盖头移位脉冲;产生六项检测脉冲,其 中包括:内卡纸拼接、缺内卡纸、烂铝纸、缺盖头、小包透明纸散包、缺包移位脉冲、;产 生一项剔除脉冲:小包八轮剔除脉冲。可编程控制器PLC依据上述脉冲和传感器对产品质量 的检测进行逻辑运算,完成对产品质量的进一步监测和控制。
包装机以每分钟八千支烟的包装速度进行工作,尤其有些新增检测在机器运转状 态卜进行,这就要求新增系统控制要有极好的实事性。因此对可编程控制器PLC选用高档 高速机,使其系统处理和指令执行时间最短:在PLC的输入输出模块上釆用快速的响应模块; 同时在控制软件的编制上要进行优化处理,根据机器运转状态和检测位置以及PLC扫描等情 况,可以进行计算,使其系统的处理及指令执行时间满足系统的要求。
为满足设备空车运行的需要,所有新增检测功能能够通过控制柜上的相应开关进行屏蔽。
三、改进的内容
1、 烂铝纸检测:检测装置安装在小包机四号轮处,检测出铝箔纸挂烂的烟包.对于该 质量缺帯的烟包,在小包机六轮进行减速剔除,并在剔除前显示五/六轮堵塞。
2、 缺内卡纸检测:检测装置安装在小包机五号轮处,检测出没有内卡纸的 烟包,在不停机的情况下,该烟包在小包机八轮剔除器处自动剔除。
3、 内长纸本身接头检测:检测装置安装在小包机五号轮处内卡纸通道上,检测出内卡 纸本身接头(黑色)的烟包,在不停机的情况下,在小包机八轮剔除器处将有接头的烟包自 动剔除。
4、 小包缺盖头检测:检测装置安装在小包机五/六号轮过桥处,检測出前后缺盖头的 烟包,自动停机(显示五/六轮堵塞),在六轮将被检测出缺盖头烟包自动剔除.同时,出 现传感器失效时,能够停机报警。
5、 小包盒批胶缸内胶水位置的监控:原系统安装有小包盒皮胶缸内胶水位置检测,在 控制程序上,增设对于在生产过程中,经过一定数量的烟包后,没有下胶或每次下胶时间超 过一定设置时间的情况下进行停机报警.下胶时间和小包盒皮数量在显示器上根据具体需要 而设定。
6、 小包盒开口检测:在小包输送轨道上安装光纤检测,对于小包盒开口的烟包,能够 自动检测并停机,同时显示小包透明纸包装机入口堵塞。
7、 小包透明纸散包检测:在小包透明纸包装机成型轮、固定折叠器处加装检测装置, 自动检测缺小包透明纸和小包透明纸严重松散的烟包,在双包剔除器处自动剔除.检测光纤 头上有灰的现象,能够停机报警。
8、 条盒胶缸内胶缸位置的监控:原系统安装有条盒胶缸内胶水位置检测,在控制程序 ±,增设对于在生产过程中,经过一定数量的条包盒皮后,没有下胶或每次下胶时间超过一 定设置时间的情况下进行停机报警.下胶时间和条包盒皮数量在显示器上根据具体需要而设 定。
9、 条包内缺包检测:检测装置安装在条包机毛刷入口处,在检测出条包内缺包的情况 下自动剔除并停车.对于检测头失效的情况,能够停机报警。
四、结束语
以上功能的改进,是如实际工作当中,根据产品出现的具体质量问题,在设备的具体部 位增加检测装置和控制程序的改进。有些功能是对原机功能的进一步补充完善,或与已有的 检测控制功能的组合使用。系统可根据具体的实际需要增加或改进控制方式及增加其它检测 功能。该系统通过一个时期的使用,基本控制了 包装机组的产品质量问题,实现产品 质量的过程控制,使其生产的产品更加完美,同时降低操作工的劳动强度,提高了生产效率。
本文源于网络转载,如有侵权,请联系删除
 ×
×



