

来源:网络转载更新时间:2020-06-28 09:35:32点击次数:3538次
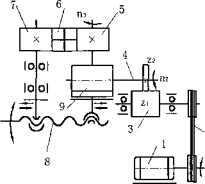
1电机2带传动3齿轮传动4主轴5主动胶筒
6塑钢型材7从动胶筒8丝杆传动9蜗杆传动
图1进给机构传动原理图
塑料门窗型材包装机的作用是将轧制好的门窗 型材表面包裹一层纸带,以防止型材损伤,进给机 构是该设备的核心部分,其工作原理如图L主动 胶筒安装在蜗轮蜗杆减速机(WP040-1/60-B)的 输出轴上,它与从动胶筒通过丝杠装置夹紧塑料门 窗型材后以21.5r/mi的速度转动,带动塑料门窗 型材向前作进给运动,以实现对型材进行纸带缠绕 包装。在传动链中,蜗轮蜗杆减速机的作用有二个: 一是按照1: 60的减速比减速,二是运动方向的改 变。在工作中,固定于机架上的电机通过三角胶 带将运动传递至齿轮轴Z” Z],再与安装在减速 机输入轴上的為啮合,将4=1291 r/min的运动传入减速机。丝杠转动时,為随减速机一同移动并与齿轮轴W相对滑动。笔者最近了解,某企业塑料门窗型材包装机多次出现主轴断裂现象,给企业造成较大的经济损失。造成门窗型材包装机主轴断裂的因素很多,除了一些使用和维护不当的因素造成的之外,设计方面是否存在欠缺也是一个值得探讨的问题。传统的轴类零件设计方法是将应力、强度等参数都视为确定量并按一定的强度条件进行设计或校核,而实际情况并非如此。 由于受各种因素的影响,这些参数均存在许多不确定的因素。另外,轴的许多失效形式,都是由于损伤累积引起的性能下降而最终导致故障的过程,系统从完好状态到故障状态是由一系列的中介状态相互联系、相互渗透、相互转化的。可见,机械系统中随机性与模糊性是密 切相关同时存在,其主要表现为设计参数取值的随机性和许用应力边界的模糊性。对于前者我们可以釆用统计学的方法即可靠性的方法来处理,对于后者,可以采用模糊集合的隶属函数来表示。集模糊数学和可靠性设计理论于一体的模糊可靠性设计方法正是在这种背景下诞 生的,它弥补了常规设计方法的不足⑴。本文运用模糊可靠性设计理论解析塑料门窗型材包装机主轴失效问题,为其故障预报和検测维修提供理论依据。
1可靠度计算模型
模糊可靠性设计按功能函数A=r-s(r> s分别为零件的广义强度和广义应力)的取值把机 械零件划分为3种不同的状态:安全状态(x>0;模糊状态(x<0,且|x|较小);失效状态 (%<0,且|x|较大)|21o其中,模糊状态是描述零件从安全到失效之间的过渡过程,零件所 处的安全状态实际上是一模糊事件云,用人的隶属度函数叫⑴描述,则零件的模糊可靠度为 [2],R = P(A) =(1)式中,或闵-随机变量x的概率密度函数,门窗型材包装机主轴模糊可靠性设计,就是将应力视为服从某种分布规律的随机变量, 将强度视为某种连续型函数的模糊变量来处理,然后根据模糊可靠性的定义求解轴强度不失 效的概率或在给定的模糊可靠度的前提下确定齿轮的主要尺寸。这种方法克服了常规设计中 将应力、强度视为确定量的缺陷,使设计趋于合理更接近实际⑵。
1.2转轴强度模糊可靠度计算
设门窗型材包装机主轴的工作应力)为八轴材料的疲劳强度极限为’血,且它们都服从 正态分布,令X =(Tlim-CT,则X也服从正态分布,其均值和标准差为⑴:
卩x = b lim _ (T见=低KI
式中3际、4一轴工作应力和疲劳极限均值;张、血一轴工作应力和疲劳极限标准差。
作为轴疲劳失效这一模糊事件,隶属函数采用如下所示的半开梯形分布:
0 x < 0 1——x 0 < x < tza
1——x 0 < x < tza
1 x>a
式中,a-隶属函数系数。 齿轮的疲劳可靠度为:8「 r 2 (x-//x)2
=畔)+ (1 -冬胞(《)+以壬冬)]+ 昌[exp(一尊)-exp(一垮约
M a M <2 兀a 2SX 2SX
(4)
式中,O(-)一标准正态分布函数。,
1.3门窗型材包装机主轴疲劳可靠性分析
门窗型材包装机主轴属于典型的转轴,既受弯矩又受扭矩作用,且弯矩包含铅垂面上的 和水平面上⑵。
主轴危险截面合成弯矩均值为:
淅=网+癖
式中,肱铅垂面上的弯矩;My一水平面上的弯矩。
主轴危险截面合成弯矩标准差为⑶:
„ = I矶・S九+M"S詬
「I ~~
式中,sMh-mh的标准差,sMh ^cMhMh,其中,Cmh为Mh的变异系数,C峋=0.1; SMv-Mv的标准差,SMv=CMvMv>其中,Cmv为Mv的变异系数%=0.1。
主轴危险截面弯曲应力均值为:
M
a=——r
O.ld3
弯曲应力标准差为:
S© =Ca(y
式中,Ca-a的变异系数,仁=』席+3。,其中,Cd为d的变差系数,4=0.006〜
O.Olo
主轴危险截面扭转应力均值为:
-T
T~02d3
扭转应力标准差为:
式中,C-T的变异系数,q=JU+3C;,其中,&为T的变差系数,$=0.1。
主轴危险截面复合对称循环疲劳应力均值为:
(7c =J(y2 +4(双)2
式中,々一扭转应力性质的折算系数,考虑扭矩为脉动,一般取a=0.6。
复合对称循环疲劳应力标准差为:
=E^+4(屛 VS?
零件对称循环疲劳强度极限均值为:
— £(3 —
(j~\k =—(T-i
ka
式中,£一尺寸系数;月一表面影响系数;心有效应力集中系数,J材料对称循环疲 劳强度极限。它们的取值参见文献[2]。
对称循环疲劳强度极限标准差为:
Sy” = Cjx °-iK
式中,J — Sjk的变异系数,京小+q+C£+CZ ,其中,G为£的变异系 数,勺为0的变异系数,Cjk。的变异系数,C%为J的变异系数。它们的取值参见文 献[2]。
主轴疲劳强度可靠度计算参数为:
a =(J-ik
v /ix —
将以上参数代入式(4顶,可求出主轴疲劳强度可靠度7?o
2实例分析
以武汉国盛装饰公司一塑料门窗型材包装机为研究对象。轴为蜗杆传动输入轴,悬臂结 构,功率D5kW,转速刀=1300rpm,危险截面的直径°=20mm,材料45钢调质,材料 的对称循环强度极限八=280Mpa,抗拉强度冬=650Mpa。
经计算门窗型材包装机主轴危险截面铅垂面上的弯矩肱〃 =5.24104Nmm,水平面上的 弯矩 My = 1.91104Nmmo
主轴危险截面合成弯矩均值为:
M =海;+ 矿=7(5.24x104)2+(1.91x104)2 =5.58 X 104Nmm
主轴危险截面合成弯矩标准差为:
SMh = CMhMh^O. 1 X 5.24 X 104=0.534 X IO4 Nmm SMv = C峋淅v =°・ 1X 1.91X 104=0.191 X 104Nmm
+£岡七桎竺_O冥坦"。.匝成,0.513X10^^
V M^+M^ V 5.242 +1.912
主轴危险截面弯曲应力均值为:
弯曲应力标准差为:
Ca = J 席 +3C; = 7o.12+3xO.O12 =0.1
Sb =京=0.1 X 69.75=6.98
主轴危险截面扭转应力均值为:
CT =杞 + 3C; = Jo.F+3x0.01 =0.1
主轴危险截面复合权艶迎劳应力均值为:
M = J&2 +4(膈尸=J69.752 +4x(0.6x22.94)2 =74.98Mpa
复合对称循环疲劳应力标准差为:
_ 忖2$* +4。诺专~ _ ,69.752 乂6.98? +4(0.6x22.94)2 X2.3?
歹2+*邳)2 V 69.752 +22.942
零件对称循环疲劳强度极限均值为:查得£ = 0.6, " = 0.85,如=1.55
一 £§一
(J-1K = (7 0.6x0.85x280L55=92.13 Mpa
对称循环疲劳强度极限标准差为:
查得Ce=C§= 0.045, Cka = Cai = 0.05
Ca >k =+ CM = V0.0452 +0.0452 +0.052 =0.052 =0.114
S” =Cc ct-iat =92.13x0.114 = 10.05
a~lK a-\K
主轴疲劳强度可靠度计算参数为:
ax = (Xtk - 92.13
*(Jx =0■一ik -<7c = 92.13-74.89 = 17.24
Sx = Js 二 +明=710.052 +10.882 = 14.81
将可靠度参数代入式 ⑷ 得可靠度R=0.88762,失效概率F=0.11238。
一般机械零件要求设计的可靠度RA0.99,可见,主轴疲劳强度可靠度严重不足,门窗 型材包装机主轴断裂并非偶然,是由于疲劳强度可靠性不足造成的,分析结果与实际情况完 全一致。
3改进措施
门窗型材包装机主轴的可靠性与许多因素有关,如轴的尺寸参数、材料和制造工艺、载 荷情况等。虽然增大轴危险截面的直径是提高轴可靠度最直接和有效的方法,但门窗型材包 装机主轴尺寸本身就比较大,若再增大,将会使设备的体积和重量更大,造成制造和安装困 难;且轴的直径增加后,相应的轴承、联轴器等都要随之进行更改,那样,对原设计的改动 过大,维修周期长,工作量大,既不方便又不经济。对旧设备由于受工艺、结构、安装等条 件的限制,应以对原设计修改最小取得的效果最大为原则,所以增大轴的直径是不可取的。 鉴于此本文采取从两方面改进的措施,它简单易行,修改量小。
改进后门窗型材包装机主轴的可靠度计算如下:
零件对称循环疲劳强度极限均值为:
查得J =35()Mpa, " = 0.91"/L58
— eB — 0.6x0.91x350 A
(y-iK =—
ka 1.58
对称循环疲劳强度极限标准差为:
查得Ce=Cp= 0.04, Cka = C心=0.045
C 心K = Jc; + C: + C;。+ C 二 =7o.O42 +0.042 +0.0452 =0.0452 =0.091
S" = Cjk b-以=120.95x0.091 = 11.01
主轴疲劳强度可靠度计算参数为:
ax -(T-ik = 120.95
、ax = - &c = 120 95-74.98 = 45.97
Sx = Js** +S; = 711.012 +10.882 =15.48
将可靠度参数代入式(4)得可靠度R=0.99864o
可见,改进的效果显著,门窗型材包装机主轴疲劳可靠性足够。以改进的轴替代原轴进 行生产,使
用状态一直良好,再未发生主轴段裂现象。
4结论
 ×
×



