

来源:网络转载更新时间:2020-06-28 08:48:01点击次数:4097次

针结构改动,顶针磨损频繁、定位销异常剪断问题没有得到 本质解决。 采用密封性良好的双作用气缸和具有缓冲功能的定位连杆,改变连接螺杆和连接座结构,通过改进后,降低剔除机构故障率和维修时间,提高产品质量和设备运行效率。
ZB45 型硬盒包装机组的铝箔纸剔除机构采用电磁铁驱动,配合弹簧实现复位功能[3-4] 。 如图 1 所示,当有空头、缺支等需要剔除铝箔纸时,固态继电器得到剔除信号使电磁铁通电,顶针向上动作带动四杆机构从而使剔除钢辊向前动作,与转动的剔除辊一起将铝箔纸剔除掉[5] 。剔除完毕后,电磁铁断电,顶针在弹簧作用下向下动作,剔除钢辊离开,接纸钩接住并定位铝箔纸,和烟支一起进入二号轮。
1) 铝箔纸剔除不畅、铝纸歪斜
图 1 铝箔纸剔除机构原理
电磁铁与顶针尖端( 铁芯) 有橡皮密封圈,阻止烟尘进入电磁铁。 由于剔除机构运行频繁且速度较快,顶针动作时不仅存在轴向运行还存在一定摆动,密封圈极易磨损失效,烟尘极易进入电磁铁内部造成铁芯的运行不稳定, 接纸钩归位不到位、剔除滚不能很好接触,出现铝箔纸剔 除不畅、铝纸歪斜等故障。
电磁铁积灰后需要经常清洁,清洁频率为 2 次/ 月,由于安装空间狭窄和角度问题[6] ,拆装不便,单次清洁时间 20 min 以上。
顶针尖端( 铁芯) 由于频繁撞击电磁铁端,当剔除量大时,其磨损较快,需要经常进行距离调试及更换,以便铝箔纸顺利剔除[7] 。
电磁铁瞬间启动速度大,顶针由 5×15 mm 的定位销、弹簧实现定位缓冲功能,销孔极易由原来的 5 mm 扩大到8 mm 以上,定位销活动行程由 2 mm 扩大到 5 mm 以上后在连续剔除时易异常剪断,单次维修恢复时间 2 h 左右。故障时间统计见表 1。
表 1 14 台包装机铝纸剔除机构故障时间统计

维修项目 故障次数 故障时间/ h
电磁铁积灰清洁 3 62
调试、更换顶针 13 165
更换定位销 2 168
更换剔除胶滚 1 31
加权平均故障次数 2 次/ ( 台/ kh)
加权平均故障时间 0.75h / ( 台/ kh)
1) 气缸代替电磁铁
原电磁铁由于密封圈极易失效导致积灰,而且瞬间启动速度大,刚性运行容易造成零件变形和磨损,现采用密封性良好的双作用气缸代替。 根据顶针的行程为 10 cm,以及安装空间尺寸,所选气缸要求体积小,最终选用 AD- VU-32-10-A-P-A#156617 的双作用紧凑型气缸[8] ,如图 2。 工作气压最佳范围为 0.1 ~ 0.15 bar,具体视铝纸厚度、硬度而变化。

由于原结构只有自对中功能,无缓冲功能,现将活塞仓末端铣深 5 mm 左右,在加入缓冲弹簧,如图 5。
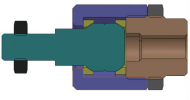
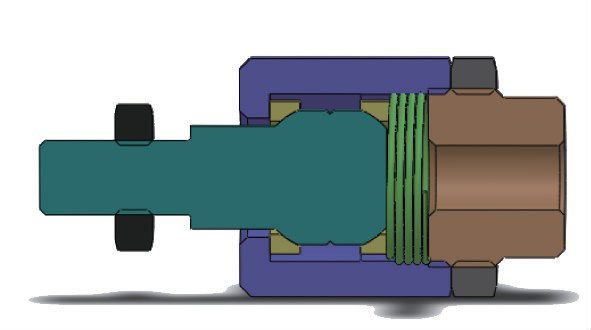
图 5改进前后对比
4) 连接螺杆的设计
连接螺杆需满足连接、可调的工作要求,螺杆一端与四杆机构的关节轴承相连,一端与自对中活塞杆连接件相连,两端均进行长度调整,有紧固螺母锁紧,如图 6。
图 2 气缸实物图


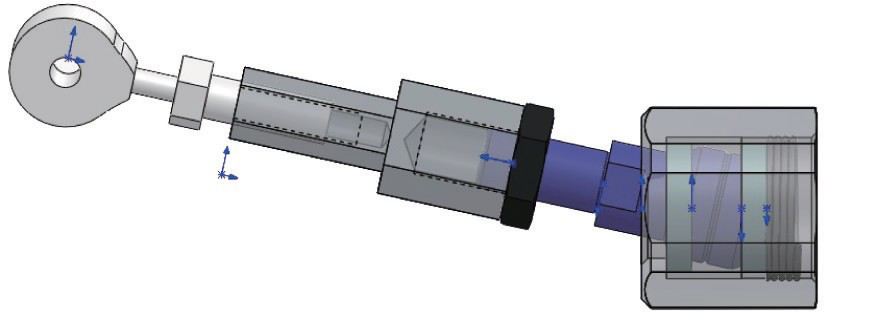

图 6 改进后自对中缓冲对中结构示意图


图 3 气缸控制原理图
本结构由某公司的气缸相配套的
2063 自对中活塞杆连[9] 接件改装而成,原结构如图 4。
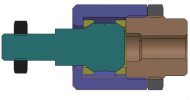
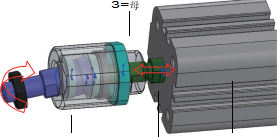
上定位环固定在缓冲仓左端,下定位环受右端固定的缓冲弹簧约束,自对中活塞杆在上下定位环作用下可以做万向摆动以及缓冲、定位,实现自动对中缓冲定位功能。该结构由于各个环节结构比较大且精度要求低不易磨损, 寿命高,对冲压力适应性强,取代顶针结构,解决了顶针往复运行时的摆动问题。 此结构右端与气缸活塞采用螺纹连接,并用并紧螺母紧固,如图 7。
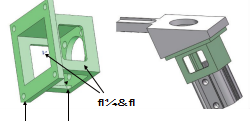
5) 连接座的设计
由于改为气缸驱动后,气缸与关节轴承之间的距离较之前增加了 53 mm,气缸的安装连接座一端与原电磁铁安装机座连接,一端与气缸安装孔连接。 连接座设计成下侧和左右三面镂空结构,下侧为漏灰孔,左右两侧为免折吹 灰孔,防止气缸活塞杆处灰尘、烟末堆积,如图 8。
2 改进效果
3 台包装机作为试验对象,3 台设备在 5 个月内只出现 2 次故障,一次为气管破裂,一次为节流阀气压表破损。采用更换质量更好的气管,并且为节流阀加装专门护罩解决。 此外,均无其他故障,改进的机构运行稳定,寿命长, 基本不维护。 故障时间统计见表 2。
表 2 3 台包装机铝纸剔除机构故障时间统计
图 7 气缸与自对中连杆用螺纹连接

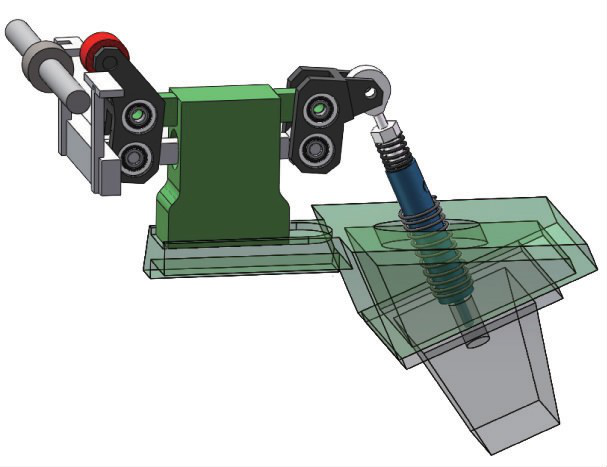
最终安装效果如图 9
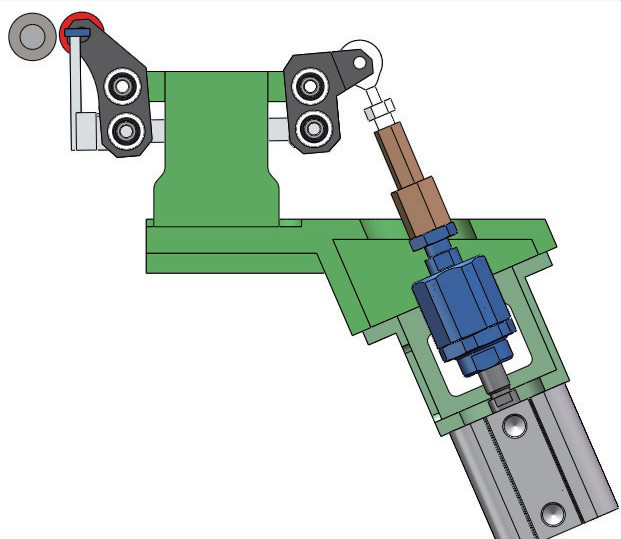

图 9 最终安装效果
通过包装机铝纸剔除装置的改进,成功解决了铝纸剔除过程中故障率高的问题,提高了设备运行效率。
本文源于网络转载,如有侵权,请联系删除
 ×
×



