

来源:网络转载更新时间:2020-06-16 14:40:44点击次数:3852次
1引言
硬盒包装机组是由德国某公司生 产的具有800包/min生产能力的超高速硬盒包装机组,从硬盒包装机(400包/min)到硬盒 包装机(800包/min),包装机的包装流程几乎没有变化, 某公司通过对单路包装机进行双路的拓展,使其包 装速度提高到800包/min。某公司在包装机的设计 理念上注重继承性和系列化,方便了用户的操作和维修, 以及零配件的供应。我国卷烟生产厂家从2002年开始引 进该设备,从摸索到熟悉,国内对于该设备的相关研究也 逐渐增多,本文试从机械传动方面阐述该设备的特性。
2 硬盒包装机传动的特点
2.1 包装原理及组成
硬盒包装机的包装原理为烟库中的烟支 经28个下烟通道后由推烟板推出至烟支转塔1完成烟 组成型,第一水平输送链完成铝箔纸包装及内框纸输入, 商标纸折叠包装轮・5完成商标纸包装成型,第二水平输 送链对商标纸的二侧上胶再经提升至五角轮,烟包经第 一干燥轮、第二干燥轮定型后输出到下游机。
按功能划分.硬盒包装机由包装原辅材 料(烟支、铝箔纸、商标纸、内框纸等)供给、烟支排列、铝箔纸烟包包裹、商标纸烟包成型、干燥轮定型及输出等部 分组成(见图1⑴),并且利用机械传动、气压传动、电控系 统和润滑等方式保证了这些功能间的协调运作。
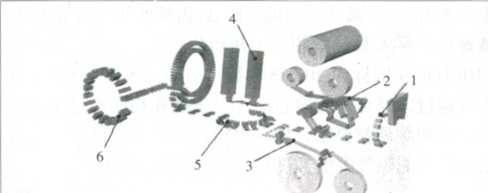
图1 硬盒包装机包装原理
1.烟支转塔及烟组成型2.铝箔纸系统3.内框纸系统
4.商标纸传送5.商标纸包装成型6.烟包定型与输出
2.2主、副传动
硬盒包装机的机械传动系统根据动力源 的不同,可分为主传动系统和副传动系统两大部分,主传 动由主电机驱动,通过减速齿轮箱经一对圆锥齿轮输出, 将动力传入各执行轴,再通过凸轮、连杆等机构,完成烟 支供给、烟支转塔及烟组成型、铝箔纸包装成型、商标纸 包装成型、第一干燥轮烟包烘干、各折叠机构运动等包装 动作。硬盒包装机绝大部分功能都是由主传 动系统来完成。
副传动包括烟支搅动系统、铝箔纸卷供给系统、商标 纸堆供给系统、第二干燥轮系统等部分。分别由各自的独 立电机驱动,故这里重点分析硬盒包装机的 主传动系统。
2.3间歇运动与连续运动
为了完成从烟支到烟包包装成型各个功能,采用了 间歇运动与连续运动相结合的方式达到各功能的要求。 间歇运动主要传动机构包括内框纸输送的三轮变速机 构、滚子槽凸轮分度机构(烟支转塔、商标纸折叠转塔、五 角轮)等;连续运动包括齿轮传动、烟组输送及铝箔纸成 型的第一链式传动、商标纸烟包输出的第二链式传动及 内框纸推入机构等机械传动。
2.4同步要求
为了完成烟包各包装成型功能,硬盒包 装机的主传动采用由主电机驱动.通过9个联轴器将各 部件运动联结起来,各部件运动关系必须同步。从中速硬盒包装机到中高速硬盒包装机, 传动路线基本一致,即主电机位于整机左前部,通过减速 齿轮箱将运动传递到主传动箱,再通过联轴器将运动传递
图2主传动分配轴及传动齿轮箱的平面布置到商标纸装置齿轮箱、内框纸供给齿轮箱、铝箔纸装置齿 轮箱、商标纸上胶齿轮箱、烟组成型齿轮箱、烟包输出传 动箱等(见主传动分配轴及传动齿轮箱的平面布置图2)。
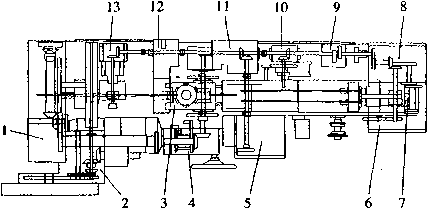
1.主传动齿轮箱2.主电动机3.包装转台齿轮箱4.盘车手 轮齿轮箱5.内框纸供给齿轮箱6.烟支检测器齿轮箱7.烟 支转台齿轮箱8.烟支料斗机构齿轮箱9.烟支定位机构齿 轮箱10.铝箔置齿轮箱11.烟支推送器齿轮箱12.商 标纸装置齿轮箱13.涂胶装置齿轮箱
运动的同步分为转速同步和线速度同步,其中转速 同步的基准是商标纸折叠包装轮,线速度同步的基准是 包装纸O在硬盒包装机上,与商标纸折叠包装 轮转速同步的有烟支转塔、商标纸折叠包装轮、五角轮、 第一烘干轮及凸轮连杆机构等,与包装纸线速度同步的 有铝箔纸输送辐、第一链式输送带、第二链式输送带、商 标纸上胶轮等线速度,两种同步以包装纸(或烟包)的运 动作为设计和调整的依据。
3主传动分析
3.1主传动分析
反映硬盒包装机速度的参数主要有两 个,即生产能力。(包/min)和包装转台转速n(r/min)o 硬盒包装机的生产能力为0=800包/min,该 硬盒包装机为双路间歇运动,其凸轮轴的转速为生产能 力Q/2=400r/min,商标纸折叠包装轮的转速与间歇机构 的分度数K有关,设商标纸折叠包装轮的分度数为K商 (K商=8),商标纸折叠包装轮转速为e商=400/8=50r/min。 将包装转台每转1周的分度数用K表示,单位是“包/r”。 分度数K与硬盒包装机生产能力Q、商标纸 折叠包装轮转速n商的关系式为:Q=Kn商它们表明了某一特定硬盒包装机速度与 商标纸折叠包装轮转速的关系,是硬盒包装 机机械传动速度的设计依据。
3.2传动特点分析
硬盒包装机主传动的传动特点:(1)主电 机经齿轮变速带动水平布置的主轴通过并联和串联的方 式将动力传递给各独立的齿轮箱,布局合理、横竖有序。 (2)主传动釆用间歇运动与连续运动相结合的方式达到 各功能的要求。在齿轮箱中烟支转塔、商标纸折叠包装轮 及五角轮的间歇运动完成烟组成型、商标纸包装成型及 烟包输送,两条水平连续运动的输送链完成铝箔纸裹包 成型及烟包商标纸两侧上胶和烟包输送。(3)主传动系统 采用较为先进的模块化设计方法,设计特点是动作的执 行元件连同用于其相应的传动动力的齿轮箱被作为功能 模块,来完成各功能的要求。
4主要同步关系分析
以商标纸折叠包装轮中心为设计基准,保证传动线 速度同步,从而实现传动机构和各主要功能的同步要求。 4.1切刀辑与供纸棍切刀辐上安装有二把刀片,在传送过程中,通过刀片 旋转,将铝箔纸切割成单张铝箔纸,因此必须使切刀辐表 面线速度与供纸根线速度保持一致,即:矿刀=矿供否则会产生向前拉动铝箔纸的力,影响切口质量。 4.2 输送棍、网纹辑与铝箔纸输送铝箔纸输送装置由铝箔纸卷经输送轮输送、展开、网 纹辐滚压形成带网纹及司标的铝箔纸,再经一分为二切 割、输送、单张铝箔纸切割到铝箔纸包装工位。为保证良 好的压网纹质量及单张铝箔纸切割长度,必须使输送轮、 网纹根的线速度与铝箔纸输送的线速度一致。
即:V输=丫纸,*=阻
如果两者线速度不一致,则会造成铝箔纸长短不一、 褶皱或拉伸、网纹不清晰、铝箔纸切口毛等问题。
4.3上胶轮与商标纸传送在第二水平输送链上的商标纸烟包传送过程中,传 动的上胶轮将胶液滚压在商标纸上,形成带胶液的商标 纸。为保证上胶质量,必须使商标纸上胶轮线速度与商标 纸烟包传送速度一致,即W上股=丫输。.
如果两者线速度不一致,则造成上胶不均匀、胶液外 泄等问题。
4.4切刀辂与内框纸传送在内框纸传送过程中,通过刀片旋转将内框纸切割 成单张内框纸,因此必须使切刀辍表面线速度与内框纸 传送速度一致,即:卩力=丫紙。如果两者速度不一致,则会导致切口质量差、内框纸 长短不一等问题。
5传动精度
硬盒包装机釆用的是先进的模块化设 计,通过各齿轮箱实现传动的串并联输出。每个齿轮箱都 设计为一、二级齿轮传动,传动误差由齿轮传动的精度保 证。在传动件的设计上,硬盒包装机使用的是 精度等级较高且运动平稳的螺旋锥齿轮与联轴器连接。 5.1运动精度
硬盒包装机在运动方式的设计上,是采 用圆周输出的方式来设计齿轮箱,然后在齿轮箱外通过 不同的方式转换成各种动作。例如,凸轮机构选用的是共 辄凸轮机构。单面槽凸轮中的槽在设计时要与在其中运 动的辐子之间留有间隙,因而存在运动误差,而共匏凸轮 机构调整要求达到零间隙,因而不会存在运动误差。 5.2传动精度从主电机开始,传动链最短的是烟支搅动传动链,最 长的是烟支转盘齿轮箱传动。从硬盒包装机的。
6结语
对硬盒包装机的机械传动系统特别是对 复杂的主传动系统进行分析,可以较好地掌握包装机的传动原理与设计理念,及时处理生 产中碰到的各种问题。
从包装机的发展考虑,分析硬盒包装机 的机械传动系统可借鉴的地方:主传动采用模块化的设 计,便于操作维护与精度的提高;保证各功能的同步要求 的前提下,连续运动与间歇运动的完美结合;双路包装工 艺设计使包装速度提升1倍。为国内高速硬盒包装机的 设计提供了可靠的理论依据。
本文源于网络转载,如有侵权,请联系删除
 ×
×



