

来源:网络转载更新时间:2020-06-11 09:46:17点击次数:4424次
包装机在使用过程中有时会出现条盒卷烟缺透明纸、透明纸偏移和烂透明纸无法检测等问题。虽然包装机的辅机 条外透明纸包装机设计有条外透明纸存在检测器,用来检测条外透明纸的输送,但未设计有透明纸缺陷检测装置。随着条烟输送系统及自动装箱机的普遍使用,许多卷烟厂不再使用人工装箱,条外透明纸缺陷无法人工检测。缺透明纸或烂透明纸的条盒卷烟在输送过程中容易散包,造成条烟输送系统堵塞故障,使合格条烟挤压变形,还会出现有透明纸缺陷及变形的条盒卷烟流入市场问题。为此,设计了条外透明纸缺陷检测装置。
为了对条外透明纸质量缺陷进行有效检测,选用光纤传感器作为检测元件,光纤传感器具有灵敏度高、精度高、智能化、可实现非接触测量、使用简便等优点。条外透明纸检测装置由 2 个反射式光纤传感器、1 组对射式光纤传感器、1 个条盒同步传感器、1 个条盒移位传感器和 1 个可编程逻辑控制器 PLC 组成。
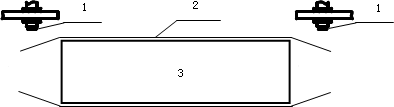
在条外透明纸包装机第二顶升装置[2]的两侧安装 2 个反射式光纤传感器,用来检测条盒卷烟外表面的透明纸,如果条盒卷烟缺透明纸、透明纸偏移或烂透明纸,2 个反射式光纤传感器至少有一个检测不到透明纸,从而判定为条盒卷烟缺透明纸或透明纸偏移。见图 1。
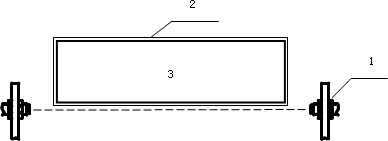
在条外透明纸包装机第二顶升装置的底部安装 1 组对射式光纤传感器,用来检测条盒卷烟底部透明纸。当条盒卷烟底部出现烂透明纸时,散开的透明纸会遮住对射式光纤传感器的光束,使对射式光纤传感器的信号发生改变,从而判定为条盒卷烟底部烂透明纸。见图2。
条盒同步传感器安装于条外透明纸包装机条盒推出装置的导向轴下方,当条盒卷烟到达 2 个反射式光纤传感器的下方时,条盒同步传感器刚好被触发。条盒移位传感器安装于条外透明纸包装机第一顶升装置的上方,条外透明纸包装机每输出一条烟,条盒移位传感器触发一次。如果上道工序有条烟剔除动作而使 CV 条外透明纸包装机无条烟输入时, 条盒移位传感器不被触发,保证了条烟剔除移位准确。见图 3。
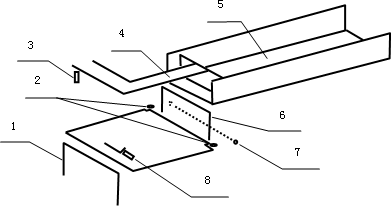
1. 第一顶升装置 2. 反射式光纤传感器 3. 条盒同步传感器 4. 条盒推出装置 5. 输出通道 6. 第二顶升装置 7. 对射式光纤传感器 8. 条盒移位传感器
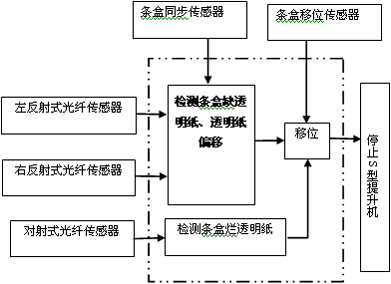
可编程逻辑控制器 PLC 选用西门子的 S7-200 系列的 CPU224,其检测原理见图 4。PLC 控制方式为:条盒同步传感器触发一次,检测装置对条盒卷烟进行一次透明纸检测,当反射式光纤传感器或对射式光纤传感器检测到条盒卷烟缺透明纸、透明纸偏移或烂透明纸时,PLC进行移位处理;当检测到的有透明纸缺陷的条盒卷烟到达条烟输送系统的 S 型提升机入口时,PLC 指令 S 型提升机停机,S 型提升机的挡板被打开,有透明纸缺陷的条盒卷烟被后面的条盒卷烟推出,不进入下道工序。有透明纸缺陷的条盒卷烟被剔除后,操作工复位 S 型提升机挡板,S 型提升机即可恢复运行。
包装机安装条外透明纸检测装置后,可在包装机不停机的情况下准确剔除缺透明纸、透明纸偏移、烂透明纸的条盒卷烟。装箱工序条盒卷烟条外透明纸缺陷反馈由改进前的 20~ 25 条/天减少为 0.1~0.2 条/天,而且该检测装置成本低,安装简单,调整方便,检测可靠, 能有效避免有透明纸缺陷的条盒卷烟流入市场。
本文源于网络转载,如有侵权,请联系删除
 ×
×



