

来源:网络转载更新时间:2020-06-10 11:38:23点击次数:3699次
硬盒包装机是引进意大利某公司的高速卷烟包装设备,设计合理,性能可靠,是目前 我国烟草行业主要的卷烟包装设备。包装机将来自上游机的烟支以20支(按7-6-7排列)为一个烟组,依次包裹铝箔纸、内框纸和商标纸,经过折叠粘胶完成烟支的成型包装,形成合格的硬盒烟包,并将其输往下游机。
烟包内框纸是包装工序的质量关键控制点之一,它主要起到固定烟包内烟支的有序排列,整固托起烟包外包装,使烟包获得较好外观形状的作用。卷筒式内框纸纸盘装载在芯轴上,经过一系列送纸辊的引导,展成内框纸带,然后由压纸辊与固定送纸辊配合,将内框纸带送入输送和折叠切割箱体。 内框纸带被内框纸切刀切割后,形成单张内框纸,经由内框纸吸风杆吸取, 逆时针旋转九十度后停下,再由一对内框纸随动推杆将其夹紧后,压入四轮第一工位的盒模中。该盒模逆时针转至第三工位时,由一对随动推杆将铝箔纸烟包装入其中。四轮继续逆时针转动,这时带有 内框纸的铝箔纸烟包已被内框纸托条托住,当转至第七工位时,在下方的四轮进五轮推杆的推动下, 将带有内框纸的铝箔纸烟包由下向上推出四轮盒模,进入五轮商标纸的包装流程,这就是内框纸成型 的全过程。原机设计在四轮的第二工位有一个光电传感器。
包装机在高速运行中存在以下问题:
本文设计的包装机内框纸检测装置主要由编码器、LED光源、CCD相机、图像处理器和 PLC几个部分组成,见图3。
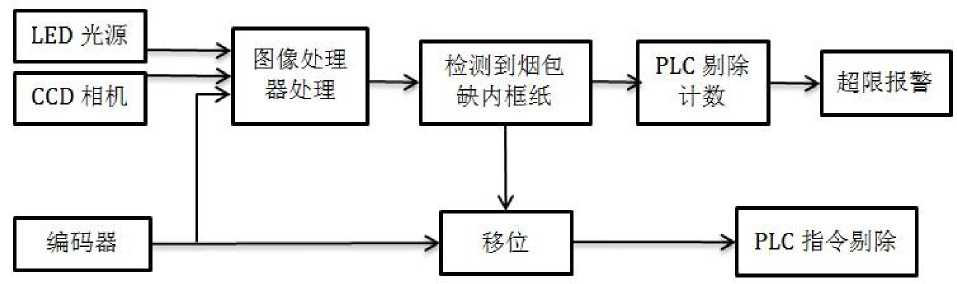
图3检测装置系统框图
工作原理是:采集机器编码器信号,用于精确定位烟包位置,以确定拍照相位和剔除相位。CCD 相机与LED光源组成检测模块安装在固定支架上,支架固定在包装机五轮正上方。机器进入指定拍照 相位范围(238°-240°)时拍照,照片经过图像处理器进行机器视觉处理,对形状、表面和尺寸等进行 检测并输出判断值,一旦发现烟包存在内框纸缺失的情况,立刻向PLC发出指令,让其从检测位置开 始移动36个工位,在八轮Q站处剔除相位范围内(65。-70。)剔除缺陷烟包。同时PLC进行剔除量计 数,一旦累计超过了 20包,表明剔除量过大,设备发出声光报警。该设计方案已申报国家专利。
2.1电气设计
CCD相机:选用基恩士 CV-S035M原装摄像头,安装在包装机5号轮正上方,拍摄快门速度可达 1/5000,完全可以满足设备生产需要;
LED光源:采用480nm波长的红外光源,肉眼不会察觉到的同时保证了成像的光源需要,避免了 闪光灯对肉眼的伤害,并有效消除烟包阴影以及铝箔纸的反光;
相位同步信号:选用基恩士 KV-1000系列PLC对机器编码器信号进行采集,与原机的误差可达 15ppm(百万分之十五),并在包装机到达相应的相位时,触发CCD拍照或者指令Q站剔除。
图像处理器:选用基恩士 CV-5000系列图像处理器,可以高效快速进行图像处理,最多可以同时 处理128个窗口的数据。
PLC程序设计:设计编写KV-1000 PLC控制程序,程序具备采集编码器信号、触发CCD相机拍 照、接收图像处理器结果和发出剔除信号等功能。
效果验证
3.1检测效果
内框纸检测装置采用专用CCD相机配合特殊波长(480nm)设计的红外线光源,使用包装机自带的 绝对值编码器相位值,机器运转到238°的时候触发影像系统拍照。
为了确认硬盒包装机内框纸检测装置的实用性和常效性,统计了2012年6-8月生产过程抽 检、自检及市场反馈的情况,结果见表2:
表2烟包抽检、自检及市场反馈情况统计表
|
\ 时间 项目\ |
6月 |
7月 |
8月 |
合计 |
||||
|
抽样数 量 |
缺内框纸 烟包 |
抽样数 量 |
缺内框纸烟 包 |
抽样数 量 |
缺内框纸烟 包 |
抽样数量 |
缺内框纸 烟包 |
|
|
自检发现(包) |
69120 |
0 |
72000 |
0 |
74840 |
0 |
215960 |
0 |
|
抽检发现(包) |
12960 |
0 |
13500 |
0 |
14032 |
0 |
40492 |
0 |
|
市场反馈量 |
0 |
0 |
0 |
0 |
||||
本文研制的包装机内框纸检测装置,软硬件设计相互结合,有多项独立创新的成果,并申 报了两项国家专利,加强了知识产权保护。项目实施后,在生产过程及市场反馈中均未发现有缺内框 纸的烟包,内框纸缺失的缺陷率下降为0 (具体见表2)。本文的研究成果为生产过程中的质量控制提供了保障,具有现实推广意义。
本文源于网络转载,如有侵权,请联系删除
 ×
×



