

来源:网络转载更新时间:2020-06-09 10:54:02点击次数:3588次
目前,国内正在使用的包装机的驱动系统有 两种:一种是直流电机驱动系统,另一种是交流电机驱动系统。在实际使用中我们发现,直流电机驱动系统 相对于交流电机驱动系统,故障率较高,维修量大。尤 其是直流电机的测速电机,印刷盘易磨损,测速电压不稳定,碳刷需要定期检查更换,影响了正常生产。针对直流电机驱动系统测速部分存在的问题,我 们根据原测速电机输出电压的特性,自行设计开发了 一种测速模块。
1工作原理
传感器输出的频率信号fi经过整形,变成方波后 输入到频压转换器LM2917的1脚。频压转换器 LM2917的5脚输出与。成正比的直流电压信号。经过运放、缓冲后,直接输入到直流电机调速器的第8、9 输入端。见图lo fi经整形后变成方波Vi2,然后经过可调电位器输入到LM2917的A1的同相端。每当输入 信号越零时,比较器A1就改变输出状态,A1每改变一 次状态,充电泵就从3脚输出一个电流脉冲。因此,3脚接上电容滤波器,取出脉冲的平均电压值,就实现了频 率/电压转换。3脚电压经A2放大后由5脚输岀。
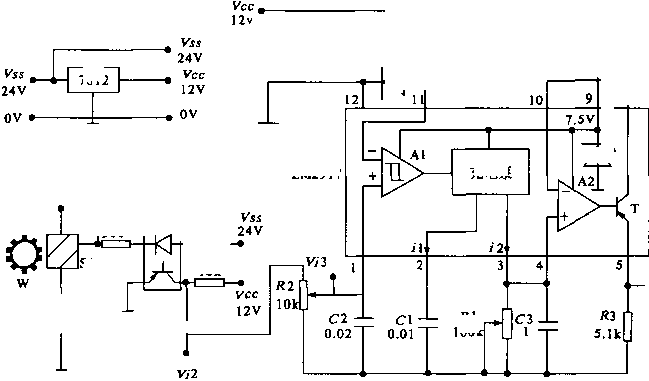
图1中,R2为输入分压器,调节R2滑臂位置可 使输入频率信号的幅度为5V; R6为内部稳压管的外 接限流电阻,选R6 = 470Q,稳定电流为10mA; + 12V 电源电压经R5与二极管分压后向LM2917内部的运 放反输入端提供+ 0.6V电压,R3为输出直流电压Vo 的截止电阻,取值范围为4.3 ~ 10kC,其输出电压计算 公式为:Vo = fiVcc I = fiVccRIClo 当 VccRICI 确定 时,输出电压与输入频率成正比;LM358 - a为同相比 例运算放大器,调节反馈电阻母可使LM2917输出电 压放大3倍;电压跟随器LM358 - b起缓冲作用,以满 足直流电机驱动器的需要;根据BE包装机满负荷运 转时转速为3000r/min,测速电压为18V左右。我们确 定脉冲盘每转一圈需要产生10个脉冲,并做出了相应 的脉冲轮W,输出最高电压为:N = _ftVccRlCl = 18V,正 好和原测速盘输出电压保持一致。在实际工作中,电 容C1的选择值可能与实际值有差别,此时可通过调 节高精度多圈电位器来补偿。测速模块输出电压 与脉冲频率曲线如图2所示。
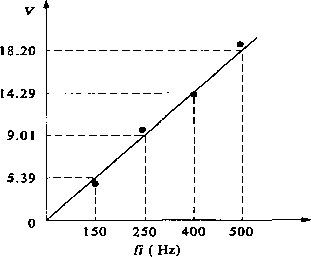
图2测速模块输出电压与脉冲频率的关系
2使用效果
在实际使用中我们发现,经过改造的驱动系统工 作稳定,测速模块无需维护,使用寿命长,测速电压稳 定、有效作业率高。同时也降低了设备的维修费用,仅 测速电机一项每年可节约10万多元,具有较高的经济 效益。
2.2设备操作
3使用效果与注意事项
本文源于网络转载,如有侵权,请联系删除
 ×
×



