

来源:网络转载更新时间:2020-06-01 13:49:25点击次数:3551次
包装机组透明纸包装机的作用是在小盒烟 包外面包裹一层透明纸,达到密封、防潮、美化外观、延 长卷烟保质期和提高产品附加值的目的,其中透明纸 输送切割装置主要完成透明纸输送及切割⑴。目前各卷烟企业为降低生产成本,在包装机上使用厚度在 20卬m以下的透明纸完成小盒盒外包装,透明纸厚度的 改变,使加速辗输送透明纸时容易产生静电吸附在输 送辐上,造成输送不稳定。该装置在包装机组发展 过程中曾进行过改进⑵,如盒外透明纸包装机利 用真空、压缩空气流混合输送及改进后的真空吸风带 输送,较好地解决了透明纸输送吸附问题,但由于其透 明纸在切割完成后又进行了一次输送"⑶,则使输送准确度下降,导致包装质量不稳定。为此,对该装置中切 刀轴的安装位置进行了改进,取消加速辗而釆用压缩 空气流配合输送辐完成输送,以提高透明纸输送的稳 定性。
1存在问题
透明纸输送切割装置是透明纸包装机的重要 部件,主要完成透明纸的输送,并切割成规定尺寸的单 张透明纸。由于透明纸输送的动力来源于输送辐的摩 擦力宀,因此原透明纸输送切割装置存在以下问题:① 依靠送纸辗和加速辐摩擦输送透明纸时,透明纸容易 产生静电吸附在输送辗上,使透明纸输送阻塞;②送纸 根和加速辐微量磨损、两端调整压力不均衡,使透明纸 输送歪斜;③加速辐的放纸相位若调整不正确,烟包带 着透明纸被推入折叠套口时,因透明纸未分离易产生 抖动。上述问题易导致散包、拉线错口、折角皱折等质 量缺陷,使废品量增加,停机率上升⑶。
2改进方法
改进后透明纸输送切割装置将透明纸切刀轴下移 L距离,使烟包带着透明纸进入折叠套口的瞬间完成透 明纸的切割。图1为改进前后切刀位置对比,图中虚线 为改进前切刀位置,实线为改进后切刀位置。改进内 容是:将切割刀轴位置下移”,使透明纸输送到位后由 旋转切刀与固定切刀完成定长切割;改进固定切刀,取 消4个小缺口,使透明纸切割后无4点粘连;取消加速 辐(或吸风带组件),改为压缩空气流配合送纸根输送 透明纸⑺。
2.1传动原理
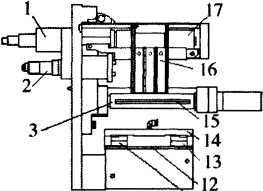
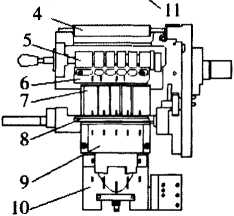
主传动动 力输入轴1上的螺旋齿轮,通过齿轮的啮合使送纸辐 17旋转,再通过送纸辐左边的齿轮使聚氨酯送纸辐5 旋转。透明纸靠送纸辗17与聚氨酯送纸辐5的接触压 力向下输送⑴,并由上射流板6,7、中射流板9、下射流
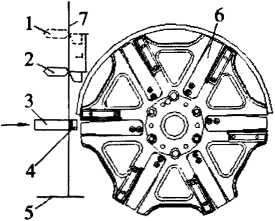
1.改进前切刀位置2.改进后切刀位置3.烟包4.折叠 套口 5.到位线6.成型轮7.透明纸
图1改进前后切刀位置对比示意图
板10输出的压缩空气流配合完成。同时椭圆齿轮组将 动力通过牙嵌式离合器传递给传动齿轮带动切刀动力 输入轴2,再通过一组齿轮带动旋转切刀轴3旋转,固 定在切刀轴上的旋转切刀15与固定切刀8将透明纸切 断,此时由输送通道送来的烟包带着透明纸已进入折 叠套口,再由内外折叠块11 ,13及上下折叠板14,12进 行透明纸的折叠。上折叠板14接入一组压缩空气,通 过3个小孔向透明纸吹气,保证透明纸切断后不会产生 卷曲。
2.2 下移切刀轴
为使透明纸基本定型后再完成切割, 在不改变主传动系统的前提下,将原切刀轴从箱体外 端切断,使切刀轴向下移动L长度的距离,外部安装一 个传动齿轮1,通过中间过桥齿轮2传递给旋转切刀轴 上的齿轮3,带动旋转切刀转动,完成透明纸切割。其
中,中间齿轮2安装在摆动块5上,摆动块5套在传动 齿轮1的轴上,使齿轮1与齿轮2的中心距不变,通过 调整支架4能确保传动齿轮1、中间齿轮2、切刀轴传动 齿轮3啮合精度七始终保持透明纸切割长度一致。
2.3 压缩空气流输送
改进后透明纸输送装置取消了加速辐部分,安装了 上、中、下4块射流板,接入压缩空气。由于射流板上 的小孔与透明纸向下输送的垂直方向成11。夹角⑶,因 此透明纸在送纸辐17与聚氨酯送纸辐5的输送下,利 用压缩空气流形成气垫,既可减小透明纸向下输送过 程中的摩擦阻力,又能使透明纸向下输送。改进后该 装置只用一对输送辐输送,降低了透明纸输送过程中 造成的累积误差,提高了透明纸输送的稳定性,且压缩 空气只需调整到0.015 - 0.02 MPa,能源消耗较小si。
3改进效果
改进后透明纸切割装置具有以下特点:在烟包带着 透明纸进入折叠套口后,上、下折叠板对透明纸固定并 定型,此时切割透明纸不会使透明纸产生歪斜,保证了 产品质量;固定切刀取消了 4个小缺口,透明纸切割后 无4点粘连,保证了透明纸切割质量;透明纸搭口位置 易调整,只需松开调整支架4紧固螺母,使中间齿轮2 与切刀轴传动齿轮3脱离啮合,转动旋转切刀至需要位 置,合上中间齿轮即可,因此不用调整箱体内部,维修 方便。
改进后由于下移了切刀轴位置,取消了加速根输 送,使透明纸输送到包装位置的瞬间完成切割,同时烟 包带着透明纸被推入折叠套口的折叠器,降低了透明 纸因加速辐输送产生的歪斜和抖动;改为压缩空气吹 风输送透明纸后,气流形成的气膜可减少透明纸输送 阻力,使透明纸输送更加稳定。实际应用效果表明,透 明纸消耗由0.964 kg/50000支降至0.95 kg/50000支,拉 线错口由0.95次/班减少为0,透明纸阻塞频次由6次/ 班减少为2次/班。透明纸在烟包上的搭口位置可通过 外部的齿轮微量调整,减少了维修工时,提高了设备运 行效率。
本文源于网络转载,如有侵权,请联系删除
 ×
×



