

来源:网络转载更新时间:2020-05-25 15:10:21点击次数:4947次
中国石油石化公司年产11万吨聚丙烯装置的(某自动化设备公司生产,以下简称某包装线)包装线按功能单 元分为电子定量秤、包装机、传送和码垛机,分别由各自独立的PLC控制,自动化程度较高,在聚丙烯生产中极其关键,一旦包装线发生故障,将会 对整个工艺生产造成影响,严重时会造成由于包装机无法包装使得反应工段和造粒工段的产量下降甚至停工。
从包装线的组成结构和动作特点来看,一条 哈博实包装线分别由检测元件(压力检测元件、 位置检测元件和真空度检测元件)和执行机构 (电磁阀、气缸、伺服电机、变频器及传送皮带等 机械部件)两大部分组成。从包装过程来看,一 条哈博实包装线由四大部分组成,分别是称重部 分、包装机部分、传送部分和码垛机部分,其特点 是检测部件数量多,各类元件动作频繁,各类动作 对协调性要求较高,机械、电气和仪表联系较为紧 密,某一方面出现异常都会影响整条包装线的正 常运行。
单从部分故障现象很难快速定性,致使故障 分类较为困难,对维护人员判断问题能力的要求 较高。笔者在实际工作中发现,一部分故障可以 通过其他方面进行补偿性调整,但是补偿性调整 不能从根本上解决问题,如果不能及时找到故障 的根本原因,会造成故障频率升高,严重时会导致 部件损坏。为此,笔者就包装线故障率较高的包 装机部分进行综合判析。
1包装机控制系统
包装机控制系统的组成如图1所示,包括核 心PLC单元、检测元件(光电开关、真空开关和正 压开关)、操作面板、显示终端、控制元件(电磁 阀)及执行机构(电机和气缸)等。操作面板和显 示终端作为操作人员与设备之间的界面,接收来 自操作人员的操作指令并显示设备的运行状态; PLC程序自动循环扫描各输入输出点的当前状 态,并根据程序(梯形图)确定的逻辑关系更新输 出点的状态,通过电磁阀和接触器来控制气缸和 电机的动作,从而完成整个包装生产过程的自动 控制。
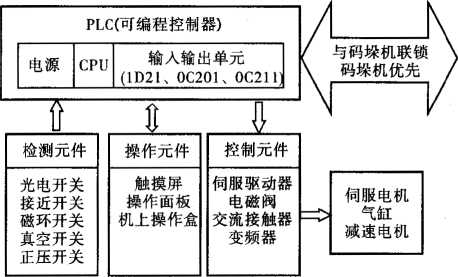
图I包装线控制系统组成框图
伺服电机将取袋开袋夹送装置退到竖直空袋 处,抱夹气缸动作,双侧吸盘合拢将空袋夹紧;由 伺服电机带动取袋开袋夹送装置将空袋送到料门 中心,夹带气缸动作,机械手立即夹紧袋口的两个 外角后,缩袋气缸动作,两机械手装置向内缩口, 同时抱夹气缸动作,两侧取袋吸盘分别吸住袋口向外拉,利用吸盘将空袋口打开,电子秤接收到允 许投料信号后,翻门打开投料,投料完毕后,取袋 吸盘内真空立即撤出,并由伺服电机动作将取袋 开袋夹送装置拉回到下一空袋的取袋处,准备进 行下一个取袋程序。
2包装机故障原因分析
包装机的动作分为供袋、取袋送袋、开袋装袋和下料四大部分,每一个部分又分为多个分动作。 其中,包装机最常见的故障是频繁吹袋、偏袋和撒料。
2.1吹袋故障原因分析
吹袋故障是包装机常见的故障之一。在包装 机正常包装过程中,空袋被输送到下料位置时,夹 袋电磁阀得电,夹袋器动作,空袋被夹住,随后抱 夹打开,开袋吸盘在缩袋动作的配合下将空袋袋 口吸开,完成下料动作。当出现吹袋故障时,一种 情况是,每个空袋走到下料位置时,在夹袋器没有 任何动作的情况下,抱夹便打开了,同时空袋掉落 至托袋盘上,然后吹袋电磁阀得电,将掉落的空袋 从托袋盘上吹掉,保证下一袋动作不受影响;另一 种情况是,当空袋走到下料位置,夹袋器动作了一 下,但是很快又打开了,然后抱夹打开,重复第1 种情况的动作。
在吹袋现象发生时,主要检査吹袋动作是否 属于正常吹袋保护。首先排除机械和电气部分的 故障,如果机械电气故障排除,则继续运行包装 机,观察吹袋时夹袋器是否闭合,如果没有闭合便 吹袋,故障原因就可以锁定在开袋真空方面;如果 吹袋是在夹袋有动作的情况下发生的,那么故障 原因就可以确定是夹袋压力故障造成的。
2.1.1开袋真空检测开关和夹袋压力检测开关故障
如果存在吹袋故障,仪表专业首先检査开袋 真空检测开关和夹袋压力检测开关接点信号是否 能够正常送出。在包装机人机界面上,进入到测 试界面后,会有两个按钮,分别是夹袋压力测试和 开袋真空测试按钮,在包装机动力源未被切断的 情况下,分别测试开袋真空和夹袋压力,检查两个 接点是否都能够送出至PLC,从PLC指示灯上进 行判断,也可以分别从检测开关指示灯上进行判 断。
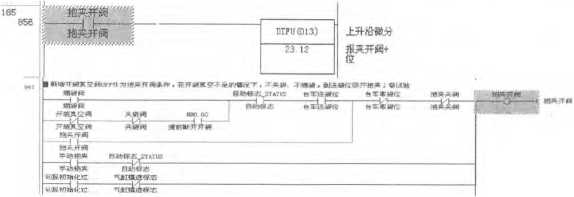
2所示的开袋真空不足判断逻辑中,在吹 袋的第1种情况发生时,开袋真空不足主要是通 过开袋真空开关进行检测,但是前提是“抓袋允 许位标志”、“提前断开开袋真空阀”两个条件要 同时满足,或者“抱夹开阀”条件满足,如图3所 示。其中“抓袋允许位”由伺服控制器和台车送 袋位置共同决定,接点H80.00 “提前断开开袋真 空阀”由下料秤工作状态决定。由图4所示的抱夹开阀判断逻辑可以看出,缩袋阀和台车送袋位 要同时得电,才能保证抱夹开阀得电,说明在未发 生吹袋时,正常缩袋和台车到位保证抱夹阀打开, 也就是正常的开袋动作。当台车回到取袋位时, 抱夹还处于打开状态,台车取袋位到位后抱夹开 阀失电,同时抱夹关条件满足后抱夹关闭,这时吸 盘将空袋夹住,伺服电机带动台车移动至台车送 袋位置。台车送袋到位并且抱夹关阀失电后,如 果开袋真空不足,开袋真空阀会失电,这时会造成 抱夹开阀得电,抱夹打开,但是夹袋和缩袋不动 作,空袋自然掉落,完成吹袋保护动作。
 |
|
 图4
图4
如果出现频繁吹袋情况,则要通过程序判断 是什么原因造成的,如果真空检测部分硬件和信 号正常,则从以上分析的角度,采用排除法一层一 层分析可能造成的原因。
如果检测开关故障,则需及时进行更换;如果 测试时达不到设定值,要检查检测开关设定值是 否过高。
2.1.2正压管线和负压管线泄漏
如果检测开关工作正常,但是却送不出接点 信号,则需要进一步检查连接管是否有泄漏。对 于正压管线可以滴少许肥皂水查找漏点;对于负 压管可以从真空隔离罐将管线断开,从断开处通 入压缩空气,试漏方法和正压检测管相同。
2.1.3两侧吸盘机械位置过大
两侧吸盘机械位置过大,造成袋子不能完全 吸住、吸盘破损都会造成开袋真空不满足。 2.1.4真空电磁阀与夹袋电磁阀故障
如果真空测试管线上的真空电磁阀发生故 障,也可能造成真空检测失败,从而发生吹袋情 况。检査真空电磁阀在得电时阀芯的动作情况, 阀芯是否有清脆的切换声,阀体在得电时是否有 明显的漏风情况。如果阀芯切换过慢或者声音异 常,应对阀芯进行拆除清洗并润滑,同时对真空电 磁阀上安装的过滤器进行清洁吹扫,因为过滤器 不通畅也会造成真空电磁阀切换缓慢。同理,如 果夹袋压力测试管线上的电磁阀故障,也会造成 夹袋压力达不到要求,对电磁阀进行拆除清洁润 滑,并对消音器进行清洁。
在仪表方面,借助PLC判断故障也是常用方 法。在确定PLC卡件工作正常的情况下,利用上 位软件对程序进行监控,可以对延时、动作顺序及 信号不可靠等方面造成的故障进行快速判断。 2.2偏袋故障的原因分析
偏袋故障是指在包装机正常工作时,一个空袋 从送袋盘上被送至下料口这个过程中发生的空袋跑 偏现象。空袋在一个过程到另一个过程的传递中由 于各种原因袋子本身发生偏离,进而发生重复性的 卷带、无法取袋、吹袋及撒料等情况,造成包装机不 能正常工作的这类故障统称为偏袋故障。
2.2.1取袋真空电磁阀和夹袋电磁阀故障
在空袋被送至斜坡通过整形之后,取袋器会 将空袋吸起来,等待抱夹吸盘将空袋吸走。这时, 取袋器吸盘内的真空一直存在,即取袋真空电磁 阀处于得电状态。当抱夹闭合,抱夹吸盘将空袋 吸住之后,取袋的真空必须撤除,为此,在取袋器 上连接另一路气信号,起到正压反吹的作用,同时 保证吸盘在负压过程中不会吸入粉尘等杂质,造 成管路堵塞。当抱夹吸盘吸住空袋之后,取袋真 空如果没有及时撤除,即取袋吸盘还吸着空袋,那 么在送袋器的移动下势必会造成扯袋情况出现。 要及时检査真空电磁阀的工作情况和反吹电磁阀 管路的畅通情况,可以通过对下位程序的监控来 判断送袋器信号和取袋器真空电磁阀信号得失电 的顺序。
在托袋完毕且袋口恢复与抱夹闭合动作结束 时,有时会出现夹袋器还未张开的情况下送袋器便 开始动作了,这很容易造成扯袋,也会使一整袋料偏 离抱夹,影响包装机正常工作,这时要检査某个信号 是否未到,造成夹袋打开过慢,或者某个信号造成送 袋器提前动作,也可能是由于电磁阀排气不畅造成 夹袋恢复慢。可以在实际检查中进行判断。 2.2.2辐轮上的弹簧预紧力发生改变
在空袋至斜坡这个过程中,有时会发生偏袋 情况,比如空袋被取袋吸盘和送袋吸盘吸到位后, 空袋本应该在辐轮的作用下被送进斜坡送袋部 位,但是由于辐轮上的弹簧预紧力的改变,使左右 两个跟轮的转速产生差别,很容易使空袋发生跑 偏,空袋跑偏时有时可以通过斜坡左右的挡板来 纠正位置,严重时空袋会直接堆在根轮处而不能 顺利进入斜坡。这时要对所有辐轮的弹簧预紧力 进行调整,保证袋子通过辐轮时不会发生偏袋和 偏移。
2.2.3取袋器吸盘破损或两侧吸盘不在同一水 平面
取袋器吸住空袋与送袋器吸盘进行交接的过 程中,有时会发生因为空袋偏移而造成偏袋,主要 是由于两个吸盘不在一个水平面上或者其中一个 吸盘破损造成真空泄漏所致。这时要对吸盘位置 及时进行调整。取袋器吸盘如果距离过大也会造 成袋子偏离情况发生。
2.2.4伺服电机速度发生变化
伺服电机带着送袋器进行往复运动的过程 中,由于电机本身或者变频器的原因,在原本设定 好的速度上会发生改变,这可能造成空袋在取袋 器吸盘真空还未撤除的情况下便开始运行,或者 在夹袋器还未完全恢复位置时便运行,很容易造 成扯袋情况出现,也可能出现吸盘装上夹袋器的 情况。需经常检査伺服电机和变频器,如果偏差 过大要及时进行调整。
2.3撒料故障的原因分析
包装机出现撒料情况是很常见的现象,造成 撒料的原因很多,正常包装不撒料要满足两点:
满足以上两点,就可以保证包装机不撒料。
从包装机取袋、送袋到装满成品的料袋被送 出包装机进行折边缝口这一阶段内,每一个动作 都需要进行检测,即每一个到位条件满足才能使 下一步动作成功执行。包装机撒料情况的出现大 多是包装机条件判断失误所致。
2.3.1夹袋压力的设定不满足
当两侧夹袋气缸同时动作后,两个架子合拢,这 时夹袋气缸位置检测到位,夹袋器上所接气路控制 电磁阀打开,压缩空气进入两个夹子,如果夹子啮合 较好,则该部位形成一个盲室,气压不会泄漏,这时 通过接在该管线上的压力开关检测该气压的大小。 一般情况下,该压力开关设定值在360kPa以上,压 力条件满足后,该压力开关接点翻转,说明夹袋位置 到位,可以进行下一步的开袋动作。
压力开关的设定值相当于为下料动作设定了 一个门槛值。当压力开关设定值过高,夹袋位置 正常时,压力达不到设定值,不会使信号翻转,会 一直吹袋。当夹袋压力设定过低时,只要夹子动 作,压力便很容易达到设定值,后续动作就会进 行,如果架子不到位,一旦下料动作被允许会造 成撒料情况发生。
2.3.2单夹“H”值的设定不满足
当夹袋压力设定在正确范围时,还需要进行 一个“H”值的设置,“H”值的设定是保护只有单 夹情况发生时,不允许下料。因为当有一侧袋子 松脱,而另一侧夹子位置正常时,夹袋压力会比正 常值略低,但是单夹情况下的实际压力很有可能 会比设定值高,这就造成单夹时会出现撒料。同 时夹袋器架子松动,在下料过程中料袋由于重力 作用而滑落,也会造成撒料情况发生。
2.3.3开袋真空条件不满足
在开袋过程中,开袋真空的作用时间和吸盘 位置至关重要,一旦发生开袋真空不足,就会造成 空袋开口不到位,造成撒料情况发生。
2.3.4开袋与缩袋动作不协调
开袋与缩袋动作不协调的主要原因不是两个 气缸电磁阀得电时间不一致。从程序中可以看 出,两个动作在每个周期中均同时执行,即开袋与 缩袋电磁阀得电时间与时长均一致。
两者动作不一致的原因是气缸调速不同。通 过气缸上所带的两个调速接头对气缸往复动作的 速度进行调节,由于气缸长度和作用方向不同,可 根据实际情况进行调节,最终使开袋与缩袋动作 基本同步。若开袋速度大于缩袋速度,袋子受吸 盘真空拉偏后容易使吸盘与袋面脱离,使袋口不 能完全打开;若开袋速度小于缩袋速度,缩袋到位 后会使袋口摇晃;当开袋到位,真空撤除后,袋口 摇晃不能固定,料门不能完全伸入袋口。
2.3.5真空撤除过早
开袋过程中,如果真空撤除过早,即使开袋与 缩袋动作协调,吸盘却不能将袋口打开,这就要注 意真空撤除的条件与延时了。
2.3.6吸盘破损或位置发生偏移*
取袋器吸盘密封不严,造成取袋时位置偏移、 开袋架子晃动,致使左右开袋动作不对称、吸盘破 损,或者两侧吸盘位置异常,使真空度不能达到要 求,造成空袋口不能打开到位,出现撒料情况。 2.3.7伺服电机动作存在误差
在仪表位置检测探头能够检测到位置时,若伺 服电机动作还是存在少许误差,即每一次取袋和送 袋位置都不在同一个位置,造成空袋忽左忽右,开袋 时造成袋子打开不对称,袋口不能完全打开,或者二 次料门不能完全伸入袋口,也会造成撒料。 2.3.8料门的打开动作不协调
开袋过程也是抱夹打开的过程,检测抱夹位置 的光电开关有两个,一个是抱夹半开位置,另一个为 抱夹全开位置。当抱夹半开位置光电到位时,下料 要求满足,料门才打开。这时开袋过程只进行到一 半,此时料门打开刚好全部伸入袋口。如果料门打 开的过早会伸出袋口,料门打开的过程也是下料的 过程,若料门超出袋口势必会造成撒料。如果料门 打开过慢则影响下料时间,在设定的时间内如果一 袋料没有下完,则料门会自动关闭,未下完的料会随 后一次称重完成的料进入下一袋,造成两袋或者每 一袋料的净含量都不标准。
3日常维护措施
由于夹袋压力与开袋真空现场都为压力开 关,在设备运行过程中无法看到实测压力值的大 小,无法对设备进行预知性的维修和保养。因此, 建议将压力开关更改为压力变送器,这样在巡检 中可以通过对实测压力值大小的观察来判断故障 原因所在,例如当每天的巡检中发现压力在逐渐 变化,可以判断是否是开袋架子晃动、吸盘破损、 伺服电机存在误差、开袋吸盘密封不严等所造成 的。
从空袋被送至斜坡这个过程中,有时会发生 偏袋状况,导致后续动作里吹袋和撒料的出现,这 主要是因为左右两个槌轮的转速产生差别。通过 在程轮上安装测速探头,并在程序中观察两个转 速的大小来判断哪一侧辐轮的弹簧预紧力发生了 改变,还是斜坡左右挡板位置发生了偏移。
仪表专业人员要在每天巡检过程中检査现场 硬件的工作状况,包括各类光电信号固定有无松 动,电磁阀动作是否可靠,各个气缸有无内漏,关 键是开袋真空和夹袋压力是否满足,开袋与缩袋 的动作是否协调,下料时间与开袋真空时间是否 满足,送袋器信号与取袋器真空电磁阀的得失电 顺序。如果存在以上情况,要及时进行维修。同 时,机修专业要经常对设备的磨损情况进行判断, 对部分易耗配件制定定期更换计划。电气专业要 经常对电机进行检査,保证它不会经常工作在过 载状态下;同时,要对过载保护器、接触器进行检 査,避免缺相、虚接及接地等情况的出现。
4结束语
包装机出现故障时不能单从一个专业的角度 去分析解决。在日常维护中,一旦发生故障,需要 机电仪专业综合分析,才能准确判断出故障原因 所在。笔者对包装线故障率较高的包装机部分进 行了综合分析判断,对今后包装机的日常维护具 有借鉴意义。
本文源于网络转载,如有侵权,请联系删除
 ×
×



