

来源:网络转载更新时间:2020-05-22 14:19:57点击次数:4097次
条盒商标纸(简称条盒纸)涂胶是卷烟包装过触涂胶和自动式喷嘴喷洒涂胶。涂胶方式分为机械式胶旋转接生产的包装机的涂胶方式为自动喷洒涂胶,该方式在生产中由于胶水压力、胶水内存在气泡、喷胶嘴堵塞等因素,容易产生涂胶不均、胶水涂胶点(简称胶点)丢失等现象,但原设备无检测装置对条盒纸胶点进行检测并对胶点缺失条烟 进行剔除,从而影响条盒纸包装质量。针对此问 题已有相关研究与改进,陈元利等⑵基于包装机组设计了密闭式上胶装置,上胶过程采用 PLC控制,保证了7个胶点的稳定和均匀。速永仓 等⑴通过对条盒包装机喷胶电磁铁改进,解决了喷胶电磁铁启动力矩小、响应慢等问 题,提高了产品生产的可靠性。但上述改进仍未 能解决条盒纸胶点检测及不合格条烟剔除等问 题。视觉检测技术主要通过工业相机获取被测物 体图像,将图像经过数字化处理,根据像素分布、 亮度、颜色等信息进行判别,从而控制现场设备动 作。该技术目前已在制药、包装、烟草、物流、航天 等领域得到广泛应用o为此,基于视觉检测技术设计了一种条盒纸胶点检测系统,通过对运行中的条盒纸胶点进行动态检测,自动剔除胶点缺 失的不合格条烟,以期提升条盒纸包装质量,降低 卷烟生产消耗。
1问题分析
在生产中,当包装机正常运行,条盒 纸下降通道中的检测器检测到条盒纸时,该信号送入IPC控制系统,系统启动条盒纸喷胶电磁阀动作,在气压泵的作用下将胶水从胶桶中泵出⑹, 通过喷胶嘴喷洒到条盒纸上。涂有胶水的条盒纸 下降到接纸盒上与运行到该位置的烟包进行包裹成型,完成条烟的包装。在喷胶、条盒纸输送 及包裹成型过程中,由于气压、温度、胶水浓度、胶 水质量、喷胶嘴、喷胶电磁阀等因素的影响,容易 产生条盒纸胶水漏涂的条烟,且该包装机无检测 设备对此进行检测,从而产生缺陷产品。
2系统组成
2.1系统结构
包装机条盒纸胶点检测系统主要由 双微型高速工业相机及LED光源、智能检测模块、 剔除装置、光纤高速传输模块、工控机5部分组 成,见图1。其中,双微型高速工业相机主要对生 产中运行的条盒纸上的胶点进行动态拍照,并将 采集到的胶点图像实时传送给智能检测模块;智 能检测模块用于对图像数据进行分析处理⑺;剔 除装置用于剔除不合格产品;光纤高速传输模块 可以将当前采集图像和报警信息传送到终端计算 机;工控机用于参数修改、数据接收、图像监控显 示血、数据记录查询等。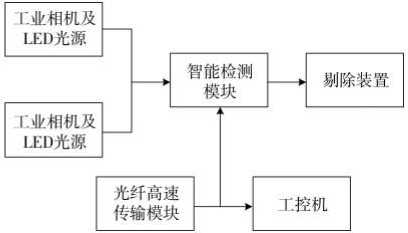
2.2硬件设计
条盒纸胶点检测系统采用嵌入式微处理器双 核DSP(Digital singal processor)作为主处理器的核 心,处理速度为2 GB/s;看门狗技术对软件运行进 行监控和保护;EPROM存储器对检测数据进行保 存和备份,保证检测数据的稳定性和可靠性。图像采集选用IBIS5-B-1300图像感光芯片,为 检测系统提供D0~D9十位数字像素输出信号、 VSYNC帧同步信号、HREF行同步信号、PCLK像 素同步信号、SCCB总线寄存器配置信号和SCLK 工作时钟信号等,通过SCCB总线协议方式配置工 业相机的图像并以RGB565数据格式输出,60万 像素
的高速工业相机(美国公司)以及千兆光纤传输可使图像传输速率达 到40MPS。检测光源选用高亮度蓝色LED闪光 灯,保证被测量点与背景颜色具有明显差异,提高 检测的可靠性。电源模块采用3个稳压直流芯 片、防反接二极管和熔断丝保险装置,保证系统的 稳定性和抗干扰性。
2.3检测程序
在条盒纸胶点检测过程中,首先将工业相机 采集到的胶点图像传送到智能检测模块,该模块 将采集到的图像经过二值化、滤波等数字化处理 后,将采集图像与标准图像进行对比,并将胶 点缺失图像传输到工控机终端,控制剔除装置将 不合格产品剔除,同时发出声光报警。该视觉检 测系统采用固定工业相机进行快速拍照,背景基 本保持不变,主要对运动状态下的胶点进行检测, 因此采用了基于背景建模的检测方法,以保证 条盒纸胶点在拍照时的稳定性。
2.4工控机系统
工控机程序主要是利用Microsoft visual studio 20,0进行编写[,4],负责整个系统的参数调 整、数据备份、牌号更换、系统启停、缺陷图像查询 等工作。检测软件主要由以太网通信模块、系统 设置模块、图像显示模块、图像缺陷信息保存查询 模块4部分组成。
2.5设备安装
为方便对检测系统进行维修和调整,且保证 工业相机能够清晰地获取运行状态下条盒纸上7 个胶点的图像,通过定制的安装支架,将两个相机 和LED光源安装在条盒纸下降通道末端的条盒纸 挡板上。其中,工业相机6用于拍照条盒 纸右侧横头2个胶点和长侧边2个胶点,相机拍照 角度约为135。;工业相机,0用于拍照条盒纸左侧 横头2个胶点和长侧边1个胶点,相机拍照角度约 为45。。相机和光源均可三维旋转,以满足图像检测的需要。
2.6工作流程
包装机正常运行时,条盒纸喷胶系 统启动,条盒纸胶桶气压泵电磁阀得电,气压泵开 始工作,胶桶内的胶水通过胶管被泵入到喷胶装 置,当条盒纸下降通道中的检测开关(32B310、32B311)检测到条盒纸时,系统启动喷胶电磁阀动 作,HHS喷胶装置将胶水喷涂在条盒纸左右侧横 头边和长侧边共7个胶点上,胶水量及胶点位置 (当条盒纸向下运行时,控制喷胶装置的喷胶时间 即可控制胶点在条盒纸上的位置)由系统参数决 定,见图5。当条盒纸胶点位置到达检测点时,LED 照明系统触发点亮,相机连续拍照,采集胶点图像并 传送到智能检测模块,拍照帧速率& 100 f/so 控制器通过图像处理软件对胶点进行识别, 若识别出的胶点少于7个,控制器记录该条信息, 输出高电平触发剔除装置,剔除装置将胶点缺失控机进行存储、显示和统计;若识别的 胶点为7个,控制器判定为正常胶水涂胶,检测系 统返回到检测状态,准备对下一条盒纸胶点进行检测。
3应用效果
3.1试验设计
为验证改进效果,以某烟草(集团)有 限责任公司曲靖卷烟厂生产的“云烟(软紫)”卷烟 为对象进行对比试验。随机选取一台C800-BV包 装机(意大利公司)作为试验设备,机组工作 条件:按照4班正常倒班连续高速运行,0d,每天 生产24 h, H保养,,5 h/d,班前保养20 min/班。分 别采集包装机安装条盒纸胶点视觉检测 系统前后的样本数据各,0组,对胶点缺失条烟数 量(条盒纸胶点缺失次数和胶点缺失条烟数)进行 统
计。其中,改进前为操作人员自检自查及装封 箱机质检人员检查统计数据,改进后为条盒纸胶 点检测系统统计报表数据。
3.2数据分析
由表1可见,改进前后条盒纸胶点缺失次数基 本保持不变,均为1.3次/d左右。但改进前后胶点 缺失条烟数量由62.5条/d减少到7条/d,这是由于 改进前条盒纸胶点检查主要依靠人工自检方式, 当设备处于60条/min高速运行,且操作人员发现 条盒纸存在胶点缺失时,已产生大量条盒纸胶点 缺失条烟;改进后当视觉检测系统检测到条盒纸胶点缺失时,设备立即发出声光报警并在包装机剔除口处剔除该缺陷条烟,操作 人员能够及时发现问题并对设备进行快速处理, 胶点缺陷条烟剔除率&99.9%。全年生产按230 d 计算,每台包装机较改进前可节约条盒 纸12 765张,降低了卷烟生产单箱消耗。
4结论
基于视觉检测技术设计的包装 机条盒纸胶点检测系统,实现了条盒纸胶点的自 动检测,通过工业相机拍照、图像处理、信号处理 等方法,可以及时将生产中产生的胶点缺失条烟 自动剔除并发出声光报警,从而有效降低了包装 不合格条烟数量。试验结果表明,改进后条盒纸胶点缺失条 烟数量由62.5条/d减少到7条/d,胶点缺陷条烟剔 除率=s 99.9%,每台包装机每年可节约条 盒纸12 765张,降低了卷烟生产消耗,节约了生产 成本。该方法也适用于其他采用胶水涂胶方式的 卷烟包装设备。
本文源于网络转载,如有侵权,请联系删除
 ×
×



