

来源:网络转载更新时间:2021-06-25 14:42:58点击次数:4737次
在聚酯生产中,浆料的配制是极为重要的,为此设计了浆料配制的摩尔比控制回路。在摩尔比控制中,TPA物料的测量与控制又是最为关键的。Schenck公司生产的TPA称重仪在聚酯行业中得到广泛的使用,笔者在长时间的使用中,熟悉了其结构、原理,并积累了一些常见故障处理的经验,故写此文以和大家交流。
1TPA称重仪的组成
通常一个调节系统是由变送器、调节器和执行机构(控制阀)这3个主要部分组成的。TPA称重仪就是这样1台包括了变送器、调节器和执行机构的独立的仪表。
1.1检测部分
要想控制TPA的加料量,首先要测出TPA流量的大小。气体、液体的流量测量是大家所熟悉的,由各种流量变送器将流量的大小转化成4~20mADC信号。然而TPA是固体,是一种粉末
状物质,因此传统的用于测量气体或液体流量的方法在此行不通。TPA称重仪的检测部分是由以下几个部件组成的,其结构如图1所示。
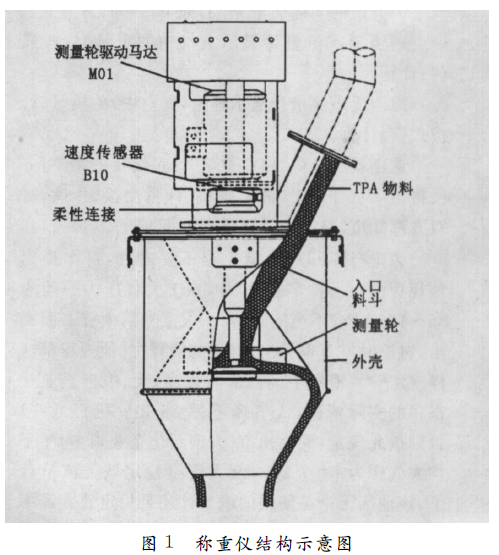
a)驱动测量轮旋转的马达M01。
b)测量轮,对于MulticorTYPE-S40型,M01与测量轮之间采用柔性连接,测量轮以等速旋转。c)测量轮转速检测用速度传感器B10,传感器
将转速转化成脉冲信号,然后通过频率/数字转换器输出数字量,送到微处理器系统。
电压正比于力矩大小,并且通过A/D转换器转成数字量,同样也送到微处理器系统。
d)荷载传感器B1,它感受测量轮旋转时作用在荷载传感器上的力矩大小。荷载传感器输出的电压正比于力矩大小,并且通过A/D转换器转成数字量,同样也送到微处理器系统。
e)计算系统,Intecont计算系统接受了速度传感器传来的速度信号,也收到了由荷载传感器送来的力矩信号,根据这两个信号大小,计算系统计算出TPA的流量大小,从而完成了流量的检测。根据测量原理得出
I=M/(ωRR)
式中I——流量;M——力矩;ω——测量轮角速度;R--测量轮半径。
因此根据力矩和速度的信号就可以计算出流
量大小。除了计算系统是安装在MCC室外,其余部件都在现场。
图2是TPA称重仪检测与控制的原理图。
图2控制原理图
当TPA物料经星型喂料器,入口漏斗落到测量轮上,由于测量轮旋转将物料向外抛,抛出的物料沿着外壳的壁下落到下面出口管道。
星型喂料器由马达M02驱动,它是由变频器控制的。当转速高时,星型喂料器输送出的TPA物料也多,从而落到测量轮上的TPA物料也多,测量轮旋转而产生的力矩也大。此力矩通过与测量轮驱动马达安装在一起的框架传送到荷载传感器,荷载传感器输出的电压正比于该力矩。
1.2控制部分
a)调节器给定方式:调节器既可以接收来自DCS的给定值(4~20mADC),即远方给定,此时状态处于“startkeyboardmode”方式;也可以接收本机提供的给定值,即本机给定,此时仪表处于“stopkeyboardmode”方式。
b)控制方式:当仪表处于“startvolumetricmode”方式时,控制方式为重力方式,即调节器将测量值与给定值相比较,根据其偏差来改变喂料量,直至实际流量值等于给定值,调节系统是闭环的。
当仪表处于“stopvolumetricmode”方式时,控制方式为体积方式,即喂料量大小正比于给定值,调节系统是开环的。
TPA称重仪运行中,通常都是采用重力方式。
1.3执行机构部分
对于气体或液体介质的控制,通常采用气动薄膜控制阀,改变控制阀的开度,从而改变流过介质的流量大小。而TPA是固态粉末,因此执行机构也就不能选用传统的控制阀,它是由以下几个部件组成。
a)星型喂料器,安装在TPA进口管路上,如图2所示。当星型喂料器旋转时,TPA物料到下料管,星型喂料器转动越快,则输送进去的物料就越多。
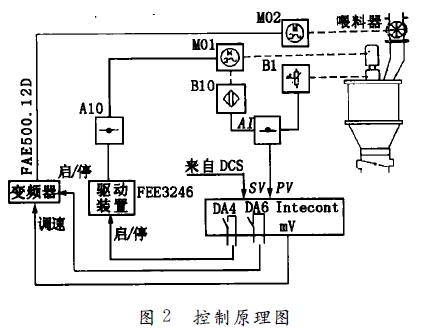
b)驱动星型喂料器的马达M02(见图2)。
c)为了改变M02的转速,采用了变频器FAE505.12D。该变频器安装在MCC控制室内,而执行机构的其余部分都安装在现场。
2影响测量精度的因素
a)荷载传感器的正常运行对保证仪表精度是十分重要的。荷载传感器是由压敏电阻构成的一个桥路,在日常使用和维护中,要防止在靠近荷载传感器的设备或附近的管路上进行电焊作业,如果必须进行电焊作业时,要采取一定的保护措施,把荷载传感器的接线浮空,防止电焊电流流过荷载传感器。
电焊机的地线尽可能靠近焊点,避免电焊作业损坏荷载传感器。笔者在对称重仪校称时发现,其计量值时大时小,误差很大且没有规律,在更换荷载传感器后运行正常。
b)测量轮的几何形状、外形尺寸以及叶片形状和数量都是经过无数次实验后决定的,因此不能随意改动。由于TPA物料中含有粘性物质,或者是湿度的增加,都将有可能造成测量轮上粘结物料。若此粘结是持久的、均匀的则对测量不会造成影响,但是要避免粘结层的增加及不均匀厚度的出现。因此要尽可能利用每一次停车的机会,检查测量轮是否有粘结或磨损,即使在运行期间也要定期检查测量轮是否有粘结,并及时清理。
当清理完后,重新做皮重校正和零点校正,皮重校正和零点校正反复做2次,以校零点为结束。3)测量轮上、下轴承由于经常和物料接触,容易脏,其润滑情况的好坏将直接影响到力矩大小,因而直接影响到流量的测量精度。根据有关资料表明,轴承使用寿命为1×104h,要注意及时更换轴承。
另外,笔者发现测量轮的轴上会缠上异物(如麻绳),其结果导致皮重极大增加,通常情况下,其皮重为30kg/h左右,最大时也只有70kg/h左右。但有一次笔者发现其中有1台称重仪其皮重达103kg/h,测量误差严重超标,后仔细检查发现测量轮的轴上缠绕了很多麻绳,经清理后,皮重很快降下来,重新校正后其精度达标。
4)当称重仪停止时,测量轮停止转动,处于完全静止状态,在这种情况下,也要检查Q值(测量荷载),其正常值在0.2~0.6kg之间,若Q值小于0.2kg则表明,当测量轮完全静止时,作用在荷载传感器上的初始力矩太低,此时可通过调整拉伸弹簧来达到,不过在调整时要注意,动作幅度要小,且慢慢调整,拉伸弹簧对Q值的影响是很大的,这个调整就好象气动仪表中调整喷嘴-挡板之间的初始距离一样。若Q>0.6kg时,则表明初始力矩太大,其调整方法相同。
5)空气流的影响,空气流会像物料一样对测量结果造成影响,因此必须确认,在料仓和测量装置之间的输送通道必须是密闭的,同时也要避免在仪表下面,出料口到浆料罐之间管路中出现憋压现象。要求与周围大气压畅通。
6)要保证连接星型喂料器出口和入口管道之间的平衡管不堵塞,始终保持畅通,否则会在TPA流量记录曲线上出现毛刺现象,从而影响测量的正确性。
本文源于网络转载,如有侵权,请联系删除
 ×
×



