

来源:网络转载更新时间:2021-07-06 10:43:55点击次数:1035次
1概述
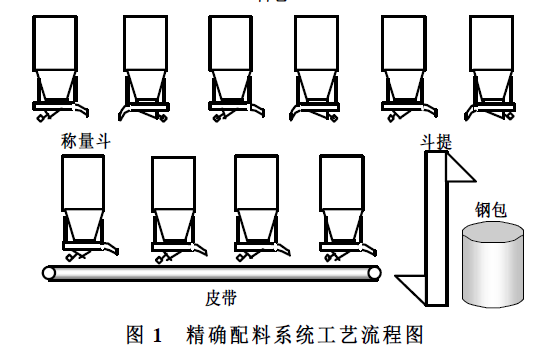
攀枝花某有限责任公司的钢板坯连铸LF炉,用于对钢水加热时,加入合金,并对钢水成分微调。虽然钢水在出转炉时加入了合金,但合金含量比较大,称量比较粗。须在LF炉中对钢水取样,进一步分析钢水成分,加入适量合金。因此,准确控制加入LF炉的合金对保证钢水质量,确保连浇的正常运行有着非常重要的作用。LF炉合金加料系统,共8个料仓,4个称量斗,由振动给料机下料,工艺流程见图1。以前由人工操作,操作工启动振动给料机,观察电子秤的显示板,当称量的料快要达到设定值时停止振动给料机。虽然电子秤的精度比较高,但是由于振动给料机的惯性和操作工的反应时间,称量的动态误差比较大,严重影响了连铸坯的质量。为此,在称量系统改造中,采用PLC控制,以解决动态误差问题。
2系统配置
LF炉合金称量系统只有一套,没有备用设备,如果不能正常工作将影响连铸的正常生产,为了提高系统的可靠性,采用PLC控制。
整个合金称量系统I/O点数统计如下:数字量输入DC24V134点
数字量输出DC24V 56点
数字量输出AC220V24点模拟量输入4~20mA12点模拟量输出4~20mA12点
西门子的S7-300在攀钢公司用得比较多,考虑到备品备件,以及维护方便,采用S7-300控制。
S7-300有开关量1024点,模拟量64点,编程方便,质量可靠,能满足铁合金加料控制的需要。S7-300有CP544模块可以与连铸过程计算机VAX通讯,另外西门子新推出的监控软件WinCC可用于微机,满足工艺监视及操作的需要,PLC的配置见图2。

3系统功能
3.1电子秤
电子秤由称重传感器和称重变送器组成。称重变送器将重量信号转换为4~20mA信号输出给PLC,从而实现给料、配料的自动控制。由于称量斗附近空间狭窄,环境恶劣,无法采用传统的砝码标定。因此在本次改造中电子秤的标定采用对比法,实现无砝码标定,即用加力装置、高精度传感器,高精度显示器组成标定设备。由加力装置对称量斗施加一个力,将标定设备测出这个力的大小与电子秤称出的值进行比较,按这种方法对电子秤的有关量值逐一进行标定。这种无砝码标定精度较高,比用砝码标定的劳动强度减少了许多。
3.2称量控制
控制下料量的大小是精确称量的关键。给料机的下料速度与给料机的振幅及频率成正比,振幅不能随意调整,因此只能调频率。频率越快,下料量越大,反之频率越慢,下料量越小。给料机采用富士的交交变频器控制。变频器的输出频率由PLC输出4~20mA给定,当PLC给出4mA时,变频器输出0Hz,给出20mA时,输出50Hz。
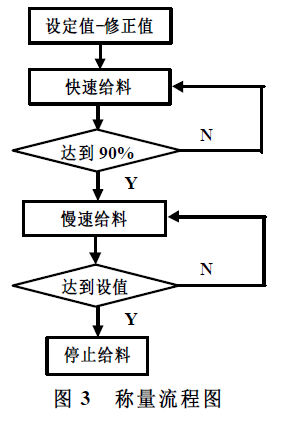
当称量达到设定值的90%以前快速给料,
达到90%以后慢速给料,达到设定值时停止给料。但是给料机有惯性,即使电机停止后,仍在振动下料。因此必须提前停止给料机,把称量的偏差作为修正值,提前停止给料机,给料机的工作流程见图3。
给料机的偏差具有随机性,偏差跟原料的湿度及颗粒度有很大的关系。如果只用本次的偏差作为修正值有很大的随机性,这次为正,下次为负,会引起偏差振荡,使称量更加不准确。故引入一个积累修正值的算法,公式如下:
kn+1=(4×kn+en)/5
kn-为本次称量的修正值
en-为本次称量的偏差
kn+1-为下次称量的修正值
通过此算法修正后,称量5次,称500公斤的原料,偏差2公斤左右(不计电子秤的精度),足以满足工艺生产的需要。
3.3显示与操作
人机接口是自动化控制系统的重要组成部分,操作人员通过人机接口获取生产过程的信息,然后通过键盘、鼠标操作,参与生产过程。自动化控制系统的发展趋势是由CRT、键盘
和鼠标组成的人机接口代替操作台,在CRT上能够生动地显示工艺流程,既能显示整过生产过程,也能显示局部的详细情况。在一台CRT上能够做许多画面,节省了控制室的面积。由于取消了操作台,画面变得非常重要,画面生动形象地反映了工艺流程,使操作很方便。
WinCC是西门子新推出的监控软件,可安装在微机上,在Windows98下运行,通用强,界面友好。微机通过MPI接口直接与S7-300的CPU相连,不需要特殊的CP模块,投资比较节省。
3.4与上位机通讯
连铸基础自动化采用贝利公司的DCS系统
Net90控制,上面有2台VAX作为过程机,VAX通过以态网Net90相连。Net90不能与S7-300直接连网,只能通过RS-232相连。S7-300系统具有智能模块CP544,可用于RS-232通讯。LF炉操作室与连铸操作室相距300米,RS-232协议不能传输这么远的距离,中间加调制解调器,实现了S7-300与Net90通讯。在VAX上根据钢水的成分分析,计算出合金的加入量,然后把数据传送给S7-300,由S7-300完成称量配料过程。
4结束语
攀钢连铸LF炉合金微调称量控制系统已经投运了一年多,运行状况良好。配料时间由原来的12min缩短到现在的4min,称量精度为2%,控制精度为1%,操作方便,控制品质好,称量参数修改简便,画面功能完善可靠,故障率低,维护方便,工作量少,保证了LF炉合金加料的精度,对提高钢种的质量和保证转炉的正常生产发挥了十分重要的作用。
本文源于网络转载,如有侵权,请联系删除
 ×
×



