

来源:网络转载更新时间:2021-05-07 16:27:59点击次数:1650次
定量包装在各行各业应用已经非常广泛,包括食品、化工等不同的领域,因此定量包装设备的种类也很多,包括气动式、振动式、螺旋式等。在整个定量包装生产过程中,定量包装控制是非常重要的一个环节[1]。前期开发的自动定量包装机,集机、电、仪、气、光等多种学科于一体,能够最大限度地提高包装的质量与精度,有效地克服包装的速度慢、精度不稳定的缺陷,同时兼顾了生产效率和降低成本两方面,提高了市场竞争力。
定量精度是非常重要的指标,为了满足客户的要求,必须提高定量包装的精度[2—5]。在定量包装行业大体经历了手工称重、继电器控制、称重仪表控制、PLC控制等几个过程。目前公司采用的是称重仪表控制的方式,但是这种控制系统不能满足部分客户提出的精度要求,因此,定量包装机的优化设计对提高定量精度有很大作用。
1定量包装机的结构
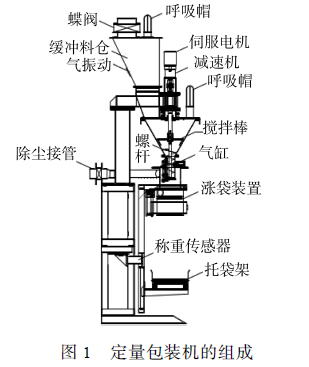
定量包装机的结构见图1。包装机包括缓冲料仓、下料装置、称重装置、夹袋机构和自动控制系统等组成。在最上方设计了缓冲料仓,防止物料直接堵住下料装置。通过对伺服装置的控制,来控制下料的精度。下料口截断门来控制剩余物料下落,从而提高控制精度。
2定量包装控制原理
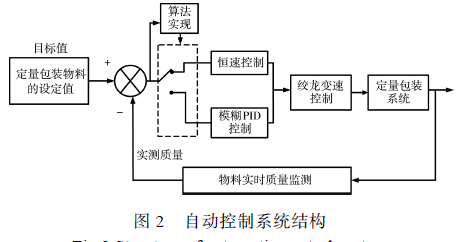
定量下料装置控制系统框图如图2所示。下料控制系统由PLC控制器、伺服装置、精密螺杆、触摸屏等工艺设备组成。该系统工作时,装置的称重传感器实时采集物料质量,把它转变成相应的电信号,经EM235模块转化为数字量后,送达PLC与设定的质量值进行比较,定量控制系统采用快加料的方式,来满足速度的要求;当到达设定的快加料质量时,改成模糊PID控制的加料方式来提高定量下料的精度。
3控制系统硬件设计
3.1硬件基本配置
根据自动定量包装机的基本控制与设计工艺要求,硬件的主要配置见表1。为了使包装机能够可靠、稳定地工作,电机、电磁阀、称重传感器都采用进口设备。
3.2控制系统结构设计
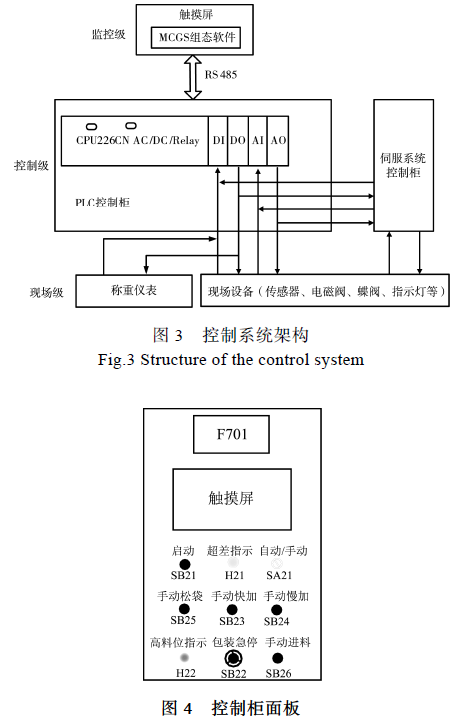
控制系统由上位机、PLC控制器、伺服装置和其他现场设备构成。控制系统总体架构见图3。
3.3控制柜面板
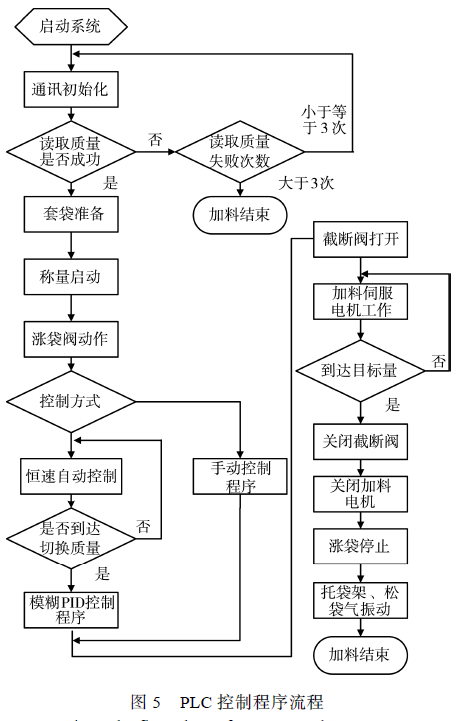
控制系统控制柜的面板见图4。具体的功能和使用方法如下。
1)SA21自动/手动:右旋进入手动操作,左旋进入自动操作。
2)SB22包装急停:当遇到紧急情况,按下按钮,处理情况。顺时针旋转才可松开此按钮。
3)SB21启动:自动模式下按下此按钮,包装装机进行自动包装。
4)SB23手动快加:在手动模式下,按此按钮,包装机进行手动快加料。
5)SB24手动慢加:在手动模式下,按此按钮,包装机进行手动慢加料。
6)SB25手动松袋:在调试阶段,按下此按钮,实现手动松袋。
7)H21超差指示:称重结束时仪表判定误差超出设定范围,指示灯亮一下。
8)F701称重控制仪表:实时显示物料质量并且进行自动加料控制。
9)触摸屏:用来显示和控制整个包装过程。
4软件实现
根据自动包装机工艺要求和控制需求进行控制流程的设计,见图5。然后编写控制程序,保证PLC能够完成设定的各种动作,从而达到精确、自动包装的功能。
4.1模糊PID控制的实现
为了方便说明,设该自动定量包装系统中物料的设定质量值为r*,实时测量的物料质量为c*。偏差为e*=r*-c*,偏差变化率为ec*。本次定量包装系统中使用直接查表法来实现模糊PID控制,具体实现步骤主要有5步:
1)确定质量偏差e*、质量偏差变化率为ec*和PID三个参数的修正量∆Kp,∆Ki,∆Kd的论域。
根据各论域所分的等级,结合尺度变换比例因子,将e*和ec*的实际变化范围平均分为n档,使每一档和论域中一一对应,这样对某时刻实测e*和ec*都可以转换成E和EC论域中相对应的Xi和Yj。
3)用模糊工具箱中设计定量包装系统中的模糊控制器,在离线的条件下可以通过计算得到∆Kp,∆Ki,∆Kd三个变量的模糊控制查询表。根据Xi和Yj查模糊控制表,得出PID参数的修正量∆Kp,∆Ki,∆Kd。
4))经过反模糊化处理,计算出∆Kp*,∆Ki*,∆Kd*,与PID参数的原本设定参数相加。
5)进行PID计算,将控制变量传送给PLC模拟量输出模块。
4.1.1输入量的模糊化及程序的设计
将其中的变量E和EC和∆Kp,∆Ki,∆Kd的论域范围划分如下所示。
E:X={-3,-2,-1,0,1,2,3} 7档
EC:Y={-3,-2,-1,0,1,2,3} 7档
∆Kp:A={-3,-2,-1,0,1,2,3}7档
∆Ki:B={-3,-2,-1,0,1,2,3}7档
∆Kd:C={-3,-2,-1,0,1,2,3}7档
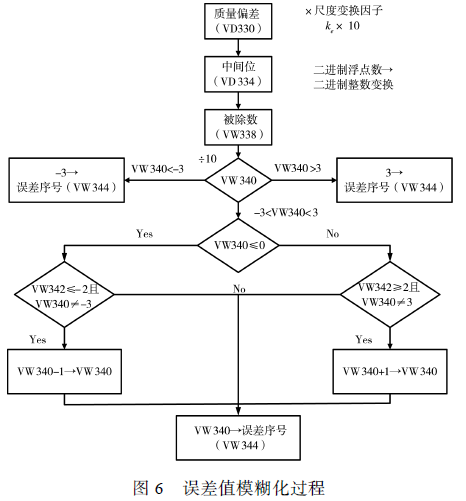
将质量偏差e*和偏差变化率ec*的实际范围,按照各自模糊变量的论域范围分为7档,并且将实际值与相对应的模糊论域值进行对应。以质量偏差e*进行举例,描述模糊化采用的具体方法:

模糊化具体控制流程见图6[10]。在编写质量偏差模糊化程序过程中,控制程序中的这2个值很显然是实数,那么肯定是32位浮点数,所以存在V存储器VD330中,将VD330中的数据和偏差量化因子ke相乘后得到的实数结果,应该处于偏差模糊变量的论域范围之内。由于设计过程中论域都为整数,所以将得到的数值乘以10,经过以上计算得到的数值是浮点数,并且存储在存储器VD334中。将存储在VD334中的实数值采用取整指令转化为16位的整数,并且存储在存储器VW338中。采用DIV_I指令将VW338中的数值除以10,把商存储在VW340中,余数存储在VW342中。经过上面的一系列计算,通过余数来判断此时的整数值,将其归到模糊论域上对应的论域值。以上所描述的是将质量偏差值进行了模糊化处理,并且将偏差模糊变量论域中的Xi存储在VW344中。同理可以得到质量偏差变化率的量化结果Yj,存在于VW346。
4.1.2模糊控制表的PLC实现方法及其查询
根据输入量模糊量化以后,可以将误差E和误差变化EC分别量化为Xi和Yj,可以计算出∆Kp,∆Ki,
∆Kd,根据Xi和Yj不同的组合形式,最终可以得到模糊控制表。该过程是一个离线过程,将控制表存储到PLC的V寄存器。
模糊控制表容量为7×7点,所以在程序的设计过程中使用的V寄存器为VB10—VB156,共147点。分别将模糊控制表中的各元素顺序存于相应的寄存器中,∆Kp,∆Ki,∆Kd在V存储器中地址分别为:VB10—VB58,VB59—VB107,VB108—VB156。
经过以上的计算过程,3个变量模糊控制表的7×7总共147点,将其存储到VB10—VB156寄存器中。根据质量误差E和误差变化率EC模糊化的结果Xi和Yj,找到对应的寄存器。可以得出以下关系式:

图7为查表运算的流程。用PLC很容易实现式中变量的运算,将运算结果存入AC1中。在西门子200的PLC中使用指针的形式来进行寻址。使用&来建立指针,并且使用*来读取指针。以查找∆Kp为例,在VD160建立指针,指针指向以VB10为首的地址,读取在指针VD160所指向的首地址开始的一个字节。当AC1=0时,指向控制表的首地址为VB10。根据AC1中的不同数值,控制表的地址也随之发生变化。通过传送指令MOV将其中的数值传送到VW180中,这样就完成了在线查表的过程,结果存于VW180。具体程序如图8所示。


∆Ki,∆Kd亦是如此,分别存在寄存器VW182和VW184中。
4.1.3控制量的去模糊化及输出
对模糊输出量U*去模糊化,将Xi和Yj查表得到的模糊输出量U*乘以变换比例因子ku,便可以得到精确量u*。完成运算之后,就返回到主程序中,得到实际的∆Kp,∆Ki,∆Kd,分别将3个参数存在VD192,VD196,VD200中,然后可以进行PID控制。
4.1.4参数可调整PID程序设计
采用PLC编程来实现参数可调整PID程序控制[11]。具体程序如下:
LD SM0.1//上电第一扫描周期SM0.1=ONMOVR 1.0,VD104 //设定的数值100%
MOVR 0.1,VD116 //采样时间0.1s
MOVB 100,SMB34 //定时中断0间隔为100ms
ATCHINT_0:INT0,10//允许中断LD SM0.0
CALLSBR_1:SBR0//调子程序1CALLSBR_2:SBR1//调子程序2CALLSBR_3:SBR2//调子程序3MOVRVD304,VD100
/R 32000.0,VD100 //将数值存入Table表
PID VB100,0 //执行PID
MOVR VD108,AC0 /把输出值送入累加器
AC0
*R 32000.0,AC0 //AC0为刻度值0~32000
ROUNDAC0,AC0//把实数转换为32为整数DTIAC0,AC0//把32为整数转为16为整数MOVWAC0,AQW0//送至D/A转换器输出
5监控系统设计
通过人机界面,操作人员可以与PLC进行信息、数据等的处理与交流。同时人机界面能够更直观地显示整个系统的运行状态,实时对运行状态进行监控,当出现报警故障时,故障可能原因显示在人机界面上,对操作人员解决系统故障提供了很大的帮助[12—15]。人机界面的组成见图9。
PID的初始参数Kp,Ki,Kd分别取值为30.0,5.0,1.0,控制系统最终的用户界面如图10所示。在图10a可以通过按钮切换来实现手动、自动功能。
在界面中能够显示完成包装的为53包,其中合格的包数为51包,不足包数为1包,过量包数为1包。在图10b中可以实现包装质量的实时曲线显示,也可以通过左边的表格实现质量的实时记录,将需要的数据通过USB接口导入到存储设备中。
6结语
设计了以S7-200PLC为控制核心、以触摸屏TPC7062KS为操作屏的定量包装控制系统。在分析传统方法不足的基础上,并且在现有包装设备的基础上加以改造,采用模糊PID控制算法进行闭环控制,从而提高了包装精度。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



