

来源:网络转载更新时间:2020-09-24 10:39:49点击次数:2402次
0引言
目前我国铁路煤炭装车站自动配煤系统存在的主要问题是:
1) 熟悉工艺和操作流程的新上岗装车员一般在师带徒模式下成长,需要通过长时间的实践,体会不同现场情况对配煤参数的影响,才能总结出适合该装车系统的精确配煤方法。
2) 操作员在配煤操作中,需多次修改称重仪表参数,手动设置,设置步骤多且时间长。
3) 装车员需要人工确认列车的车辆信息。
4) 列车每节车厢净重(实际装载量)无实时数据记录和报表功能。
针对以上问题的研究分析,总结了工艺流程和操作经验,利用自动化设备代替人工、规则化人工操作经验转为控制配方⑴,使装车系统进一步提高智能化程度。
1自动配煤控制系统
1.1系统组成
传统定量配煤系统主要由HMI上位、PLC控制器、称重仪表组成
1.2系统原理
其控制原理是根据人工釆集的进车信息,在称重仪表盘上进行人工配煤参数设定,车号信息由操作员人工确认后,在HMI上位操作画面上输入配煤标重,配煤过程中仪表采集称重信号通过直接I/O硬接线传给PLC控制系统,由PLC完成闸门控制和定量配煤动作。而新系统主要由HMI上位、PLC控制器、称重仪表、车号识别设备组成。新系统控制原理是进车信息釆集由车号识别设备完成,通过HMI上位画面确认车辆信息和设定称重仪表参数,参数设定可以选自动或手动方式,配煤过程中仪表实时参数通信传到PLC控制系统,由PLC完成闸门控制和定量配煤动作。详见图1。
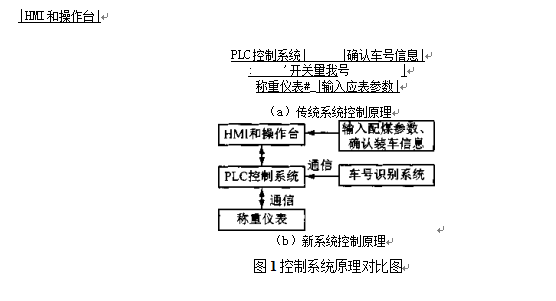
图1控制系统原理对比图
2系统功能
2.1车号识别
该系统通过检测配煤前进入装车站的列车,自动读取列车信息,列车信息包含换长、自重、载重、车型号等信息,为装车管理系统提供实时的基础数据信息平台。PLC与其系统通信方式为以太网通信。
一般装车前,操作员会确认装车车厢上的车号与装车任务计划表中的车厢车号一致才启动配煤程序。如果每列车的车厢型号相同,则该列车只需确认一次,如果每列车都是由多种不同型号的车厢混排组成,每节车厢装车容量不相同,则该列车需多次重复确认工作。新系统通过车号识别设备代替人工确认车辆信息的任务,由其完成读取车辆信息,再由控制系统完成车辆信息确认工作⑵。
2.2称重仪表设定
在HMI上位画面直接设定仪表参数,或点击自动设置参数,由程序自动完成仪表参数设定。通过升级仪表,增加通信接口板,让其具备和PLC通信功能,仪表的模拟量数据能传到PLC控制器,再由PLC控制系统完成逻辑运算和控制功能,可代替人工输入仪表参数。
仪表盘设置流程繁琐费时,以拉姆齐称重仪表为例,其流程为:
开始一操作二次仪表Menu按键4次一按A-larmsDefine键一Threshold*1吨位设置(70%吨位设定)—Threshold*!延时时间设定—Threshold*1信息确认—Threshold*?吨位设置(90%吨位设定)一Threshold"延时时间设定—Threshold*?信息确认一Threshold",吨位设置(100%吨位设定)一Threshold*3延时时间设定—Threshold^信息确认一按下仪表运行按钮一结束
装车员操作,要根据装车的煤种和煤质等多种因素来确定,即在称重仪表盘上调整好配煤参数后,才能启动配煤程序。如果本列车每一节的车厢型号相同,则该列车只需设置一次,如果本列车都是由多种不同型号的车厢混排组成,每节车厢装车容量不相同,则该列车需要多次改动仪表参数。
PLC与称重仪表通信配置如表1所示。
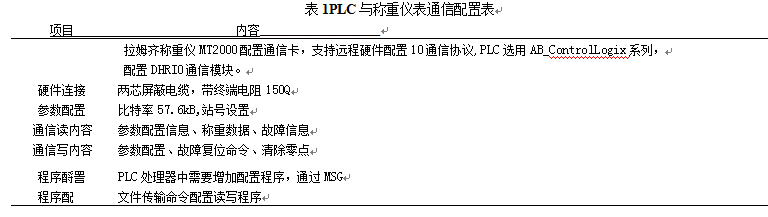
该通信方式的数据没有零漂,并能保证数据传输速率更快、更准确。HMI上位系统设置仪表参数界面,简单易操作,只需填入3个设定值即可。
2.3定量仓闸门控制
定量仓配煤闸门的控制方法是:定量仓上部4个方形排料口,分别对应有液压平板闸门。
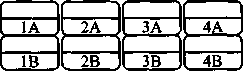
图2定量仓配料闸门布置原理图
如图2所示,4组闸门分别标号为:1A、1B、2A、2B、3A、3B、4A、4B。第1组闸门1A1B定义为精配闸门,带1/2关限位信号;第2组闸门2A2B定义为辅助精配闸门;第3组3A3B和第4组4A4B闸门定义为全开全闭闸门。仪表根据称重秩码数输出4个定量仓位开关量信号:分别为空仓、70%、90%、100%仓位,这4个开关量信号是PLC作为控制闸门开关的条件,其中空仓信号是打开闸门的条件。
控制系统定量仓配煤逻辑,根据称重仪表的仓位信号来控制液压闸门的开闭。闸门的选择规则和对应控制关闭的原则,如表2所示。
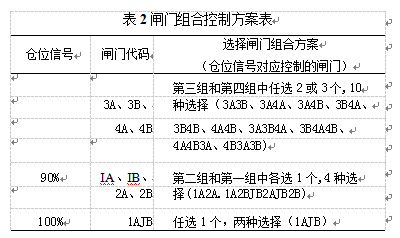
关闭闸门的控制原则:选择需要动作的闸门,当70%仓位时,第3组和第4组中被选中的闸门关闭动作;90%仓位信号时,第2组中被选中的闸门关闭动作以及第1组闸板(精配煤闸板)关一半;100%仓位信号时,第1组闸门中被选中的闸门关闭动作。
3系统难点
3.1影响配煤因数
一般定量仓闸板的关闭时间已确定,这时装车煤种是块煤,操作员在设定仪表时原计划70%关信号,通常需要设置为(70%-AX),根据经验和试验设定68%关信号,这样仪表比原计划早发出关闭信号,能使得配煤实际数更加精确,多个配煤因数影响这个仪表参数设定值。
难点就是怎么让这些影响的因素模糊化、规则化、数字化。由于影响配煤因数有煤种、液压机械系统、环境温度、煤干湿状况等,为此详细分析影响配煤的因素。
3.1.1煤种
分为块煤、混煤和末煤3种,不同煤种的密度不同,下落的速度和时间不同。
3.1.2液压系统
通过油缸和液压机械设备控制闸门打开和关闭,油压低时闸门关闭的速度慢,油压高时关闭的快。闸门关闭过程有时间间隔,这个时间假设为«秒,t秒内进入定量仓的煤量为X,,设关闭闸门之前仓内煤量为X,设定配煤量为X,,则等式为:
及=X+
要保证X,精准,X,就需要能够控制。故应在设定值达到之前一刻就触发关闭闸门命令,这样才能保证配煤精准,在快到定量仓设定标重前t秒发出关闭最后一个闸门的命令,保证t秒后闸门关闭动作完成。
闸门机械设计时,将每个闸门分别有两片闸板,即四对八开,结构为双翼式,每个闸板上装有两个非接触式接近开关,用以探测其开闭位置。闸板支承在滚轮上可灵活滑动,由各自液压缸驱动动作。先关闭的闸门要全开全关,让物料下落先快后慢,当达到定量仓预定重量的70%重量之前需要快,当达到定量仓预定重量的90%重量后需要慢,最后关闭的那组闸门有1/2限位,先关一半,等达到定量仓预定重量的100%后再关闭后一半,让最后配煤的速度降低从而便于控制配煤精度。
3.1.3环境温度
冬天环境温度很低时,液压系统中的油黏稠度增加,机械闸门动作时间会减慢,影响配煤速度和精度。
3.1.4煤的干湿度
若煤较湿,摩擦力增大,从缓冲仓落下的速度也会变慢,影响配煤速度和精度。
上述各个因素同时作用时,需要从实践中积累的经验和通过试验才能保证准确配煤。如果装块煤和末煤,闸门开口大小相同情况下,单位时间内块煤下落的比末煤多,故按照经验,装块煤的闸门应该比装末煤时关闭的要早。
一般有经验的操作员都会根据时间情况调节仪表参数,如果一列车先装两节车厢后,发现设定的参数配料数据很合适,之后这列车可能不需要再修改参数。简言之,在多个因数影响下,人为设定参数后,让各个因数配合后,最后才配出准确的定量仓数据。
3.2称重仪表参数配方
根据影响配煤因素作用总结得出专家配方表,如表3所示。
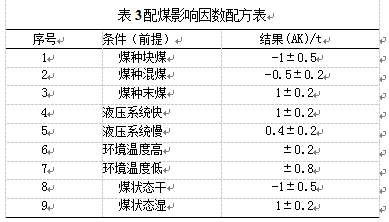
表3中的条件栏是影响配煤的因素,也是规则的前提条件,其结果一栏的数据是根据经验得出,有基准值和数值范围限制,条件对应的每一栏表示在其他前提条件不变的情况下,相对于基准值的差值,如果差值是负值,表示基准值需要减小(相当于提前执行关闭动作),差值如果是正值,表示基准值需要加大(相当于延后执行关闭动作)。通过表4中结果数据AY,设AX表示与装车预定吨位的差值。△X=基准值+ALAX]=X-X],范围是14~16,\Xq-Xi,范围是2-7,AX3=x-X"范围是-0.5-1,设基准值分别为Z、、"、冬,得到公式K=X-(Z|+AY),可以跟配煤参数表建立联系,见表4所示。
4.2应用中问题
DPLC控制系统与仪表通信延时过高,超过300ms以上时,会影响配煤系统,通过优化通信相关的程序逻辑,恢复通信速度,延时小于50ms,不影响配煤系统。
2)车号识别设备,磁钢和天线在装车作业线铁
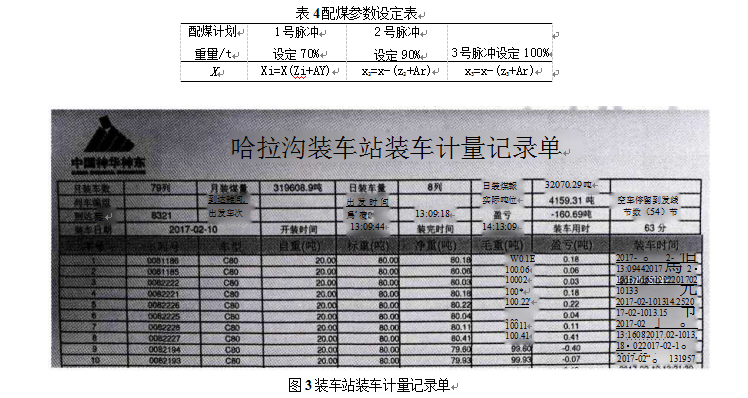
表4中,X表示本节装车的预定吨位表示70%动作参数,X?表示90%动作参数,乙表示100%动作参数。PLC控制系统得到仪表的实时称重数据,通过逻辑运算后给出4个定量仓位信号,并作为控制闸门的条件,空仓信号不作为关闭闸门的条件,表2中不体现。影响配煤因素的规律模糊坏、数字化后,与这4个仓位信号设置数据建立联系,简单的做一个数学差值AX,差值有设定范围和基准值,在该基准值基础上加减AV得到AX数值,再计算出X|』2、X3的数值。在实际调试中,基准值会受到多方因素(包含机械、电气、货物自身属性)的影响,故给该基准值预留专家修改权限,便于试验验证。
4实际应用分析
4.1某装车站一列车配煤案例
列车信息:车型C80、节数54、每节标重80t。
影响因数:混煤(煤种)、快(液压系统)、低(环境温度)、湿(煤状态)。
配煤设定参数表=65、Xz=78、X3=80。
配煤装车结果和效果:按照设定参数,执行配煤操作,并见录净重,形成报表,详见图3。
轨下安装由于环境问题造成设备频繁损坏,通过调整安装位置减少环境影响和更换质量好的设备,保证系统稳定。
称重仪表数据不准时,需要定期标校零漂。
5结论
神东公司哈拉沟装车站列车型号比较固定,新系统应用后,对同一车型装车时间没有太大提高,在补连塔装车站,列车型号复杂,该系统应用后,每列车装车时间节省效果明显。系统操作简单可靠,操作员对系统的信耐程度逐渐增加。该系统已成功运行在神东公司各装车站,已安全成熟运行一年多,有效地提髙装车系统自动化水平,为全自动装车系统提供技术支撑。
文章来源于网络转载,侵删
 ×
×



