

来源:网络转载更新时间:2020-09-24 10:05:20点击次数:1576次
0引言
DCS是利用计算机技术,对生产过程进行集中监控、操作、管理和分散控制的一种新型控制系统。该技术,吸收了分散仪表控制系统和集中计算机控制系统的优点,采用标准化的,系列的设计,完成对。全过程优化控制;
氧化铝生产工艺环境恶劣,工况恶劣,配料过程计量与控制十分复杂。周围温度、湿度、会造成颗粒尺寸、粘度、密度的变化,严重影响着下料精度和速度。我公司结合生产实际,采用先进技术。根据铝矿生产工艺的特点和生产过程中的经验,设计了二级全集散控制系统,上一级为专家控制系统。用专家控制系统推论出石灰的质量指标,计算配比,确定控制目标,下一级为分散控制系统,使专家系统成为专家系统。作为控制目标,统一计算各种配料比例,完成配料监控。
1控制系统结构
系统结构如图1所示
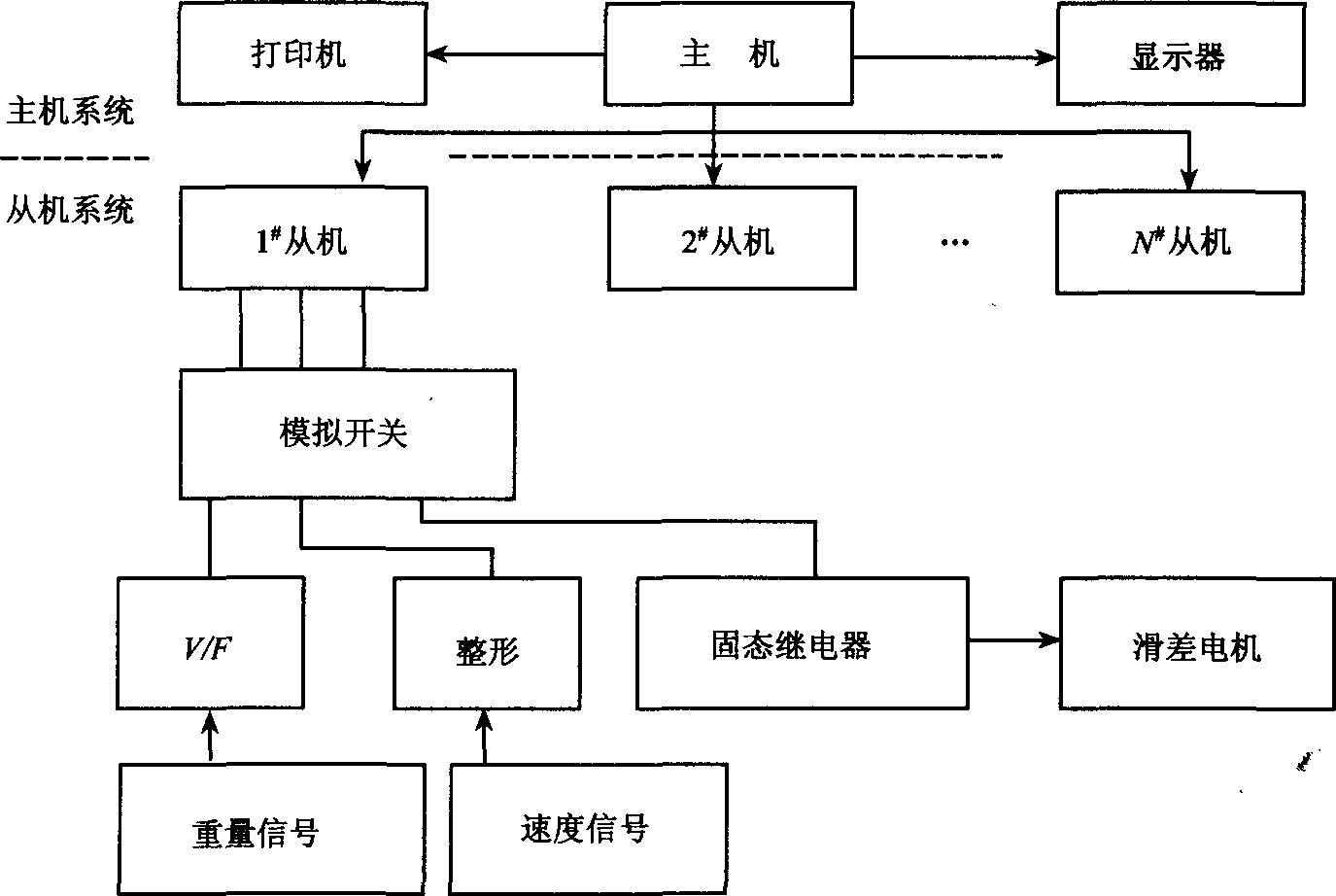
图1系统结构框
1.1配料的任务
依据不同原料的成分,确定原料的配方及下料量。配料流水线是由几条速度可调的电子皮带组成,
各调速给料电子皮带秤分别对一种原料的流量进行测量和控制,使两种原料按一定比例配比。
1.2上位机
主控选择pm。五百台工业微机,主要是:
(1)监测与管理。通过对由键盘输入的原料组成分析参数,利用配方的数学公式,确定原料配比,并合成产品。
输入给定的流量,通过通信发送到控制器。
(2)收集数据。定期收集各从机送出的各物料流量累积的下料量,每个下料量设定值,并形成数据库。
(3)参数调整/改变和控制方式的选择。通过控制各个调速给料电子皮带秤的重量及速度信号来完成物料流动计量及控制任务。
(4)警报。故障报警及异常事件,重大事件的实时语音报警。
L3从机
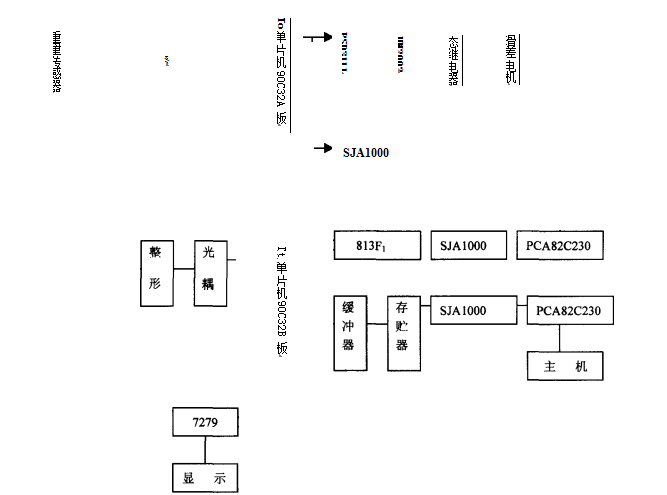
图2调速进给电子皮带秤控制器结构框
采用单片机设计了调速进给电子皮带秤控制器,图2为控制器的结构框图。
(1)测量电路电路原理。
称重传感器是由应变片组成的电桥,将传送带上物料的重量转换成相应的电压,V/F转换成频率。单片机90C32送信号,传送带的速度与驱动传送带的滑差电机的转速相适应,达到滑差电机的转速。频谱信号V作为传送带的速度信号送到90C32单片机上,根据Q=KGV可以测量物料在时刻的流量。比例尺常数)计算得到,偏差值e=Q等于Q2,偏差变化率。&NBS-P;心率按设定的控制法则给出控制量U调节,滑动差电机的转速,Un2004向固态继电器发出脉冲,以控制滑动差电机。
(2)现场总线的选型。
该系统选用Can(局域网总线控制器),其主要特点为:
1)多主总线采用串行数据通信协议,其数据编码方式可以使不同节点同时接收同一数据(可以)。数据收发采用广播方式)。
2)沟通迅速(可达1)。通信距离远(Mb/s),可达10。具有通信优先权的备选方案可以很好地满足现场监控实时性控制要求。
3)具有强大的误码处理功能和抗干扰性,保证数据通信的可靠性。
(3)线路板。
1)A板采用CPU90C32.X25845电源显示器,接口芯片PSD311,Can接口芯片STA1000。
变频转换器、光耦等完成速度、重量信号的安装、成形、转换处理、控制信号的输出、成形及内装。
部门间通讯控制
2)B板采用CPU90C32型电源监控器X25045型可调接口芯片813F1.DS1225型电源存储器。
PCA82C250芯片SJA1000,串口显示芯片7279,触控开关,数码管显示,完成与上位机通讯,重量显重。指示异常情况及输入信号参数。
2软件设计
(1)主机管理程序。
(2)从机管理程序。
重点测试了输送带输送的物料流量。数量及控制下料累积,物料流量等参数值。展示接收主机传输的给定物料流量值和。将修改值当前物料流量等传送到主机。数据命令和程序,接受键盘输入参数。上帝。需要主控程序、定时中断服务程序、键盘中断。业务程序,4个串行接口中断业务程序。
3结束语
本公司设计的铝矿配料系统位于中国。投入山西铝厂氧化铝厂一分厂二车间。运用。它计量准确,故障少,可靠性高。适应恶劣环境,抗干扰能力强,有效地解决了氧化铝生产工艺中原料配方的调整及控制,保证了氧化铝的产量。同时管理员可以通过系统随时了解生产过程中的相关数据,对生产过程进行及时的调度和正确的管理。
文章来源于网络转载,侵删
 ×
×



