

来源:网络转载更新时间:2021-03-02 17:44:32点击次数:3992次
—、概述
自动包装码垛生产线是集机、电、仪于一体的产品。机械系统主要包括自动称重、包装、输送检测、码垛单元。物料自储料斗进入包装秤的给料装置,通过粗、细给料,实现两级加料。当秤斗中的物料重量达到设定值时,称重终端发出停止加料信号,待空中的飞料全部落入秤斗后此次称重循环结束。当自动装袋机完成上袋后,称重箱打开卸料弧门,向包装袋内投料,卸料后关闭弧门,装袋机张开夹袋器,包装袋通过夹口整形机和立袋输送机进入封包机,封包后进入缝口机。当在缝口机旁边的光电开关检测到包装袋后,缝纫机缝合包装袋,包装袋离开缝纫机后,缝纫机停止,并自动切断缝合线。包装袋经过倒袋整形机进入金属检测机及重量复检机,检测不合格(重差大于0.15kg或金属颗粒直径大于或等于3mm)时被剔除,合格的则通过自动捡选机,再经喷码打印机,输送到码垛单元。
料袋送至码垛斜线输送机后,输送根输送料袋的同时,使袋内物料分布均匀,经压平整形,在料袋进入编组机前,转位输送机根据垛形需要将其变换适当的方位,回转角度以保证料袋口向内为准,水平面内三种(+、-90。及180。)。编组机对经过转位后的料袋按照垛形需要采用二一三编组方式进行编排组合,编排好一组后推袋机启动,将编好的成组料袋推至推袋装置的缓冲区,然后返回。将编好第二组的料袋与缓冲区的料袋组一同组成一层料袋(共5袋),推到位后经压袋叉下压,侧边整形,分层机打开,将整形好的一层料袋投放到升降机的托盘上,完成一层料袋的码垛过程,此过程循环8次(8层)则完成一码垛。满垛后垛盘随升降机下降落到垛盘输送机的输送視上,输送机送出垛盘。此时,托盘等待位的空托盘通过托盘输送机被输送至升降机托盘叉的上方后停止,待垛盘完全排出后,升降电机启动,带动升降拖叉将空托盘托起,进入下一垛盘的工作循环。叉车将成垛的空托盘(最多十个)放入托盘仓中,托盘仓能自动地将托盘放到托盘输送机上,再由托盘输送机送到升降机上。
电气控制系统作为PLC核心部分,协调包装码垛系统各部件的连续动作,电控系统原理见图l。
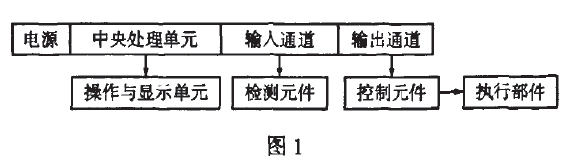
包装、缝纫系统PLC釆用三菱PLC6OA1SJH系列的CPU,输入为一个64点A1SX42-S2型模块,输出采用三个16点A1SY22型模块。全自动码垛生产线控制系统PLC釆用OMRONCQM1H-CPU21型CPU,带四个ID212型16点DC输入模块,四个OC222型16点DC输出模块。PLC作为严格的逻辑控制系统,只有当输入、输出点无任何故障时才会连续运行,否则程序停止。例如:当现场检测输入元件检测到料(或料袋)时,它在PLC相应输入卡件的对应通道点的指示灯变绿,证明该点检测输入正常,PLC才会继续进行下一检测或执行与该输入对应的相应输出程序。一旦输入点出现问题或相应输出点故障,PLC都会检测并终止CPU继续往下进行程序,运行停止。
二、常见故障及分析
1.A、B两包装称下料速度偏差较大、不均等,影响包装速度原因:因为称下料的速度与下料筒中的孤门开度大小有关,
若A、B两称弧门开度相差较多,下料速度也会相差较大。为提高包装速度,需调整下料筒弧门开度,提高下料速度,再重新调整称重盘主画面的SP1、SP2、SP3粗加/细加/空中量三个值直至称重满足25kg要求即可。
2.包装机下料口料袋不张口、甩袋,无法正常下料
原因:①吸盘本身长时间使用或碰撞造成机械损伤,致使真空度达不到设定要求而导致。此时应将吸盘进行更换调整即可。②下料口张袋的两对吸盘虽然完好但真空度达不到,造成料袋不张口,张袋动作无法完成。应检査该处的真空度压力开关显示值,根据具体情况进行设定、调整或调整真空泵输出值,泵的真空度输出值以吸盘能吸到袋即可,否则对泵影响不好。
3.缝纫机断线不报警
原因:缝纫机盘内51T的料袋缝纫主、副线记数复位继电器在正常时每过一袋料记数均复位回零,当下一料袋到时再重新记数,且只有当记数值大于设定值时.则认为缝纫正常且不出现断线报警;记数值小于设定值时则出现断线报警。当51*R触点故障(虚接)时,造成缝纫机主、副线对每袋料的记数均无法复位且一直累加到9999才回零,记数值总是大于设定值,所以即便断线也从不出现报警,对操作人员査找原因给予误导。解决办法是将51%记数复位继电器进行更换并重新设定主、副设定值即可。
4.料袋到转位机位置后不能正常转位
原因:①转位机转板下方(输入环节)光电开关故障。应检査转位料袋的光电开关电源、信号线是否断线,或因长时间频繁检测元件老化。方法是用金属器具接近开关,査看其PLC相应输入点小指示灯是否有暗变绿。②转位顶部带动转位两侧转板转动的气缸电磁阀或相关输岀继电器故障(输出环节)。③转位电机设备本身故障。④对应电机的接触器吸合有无问题等。
5.编组机无法正常计数编组
原因:当料袋转位后经正常编组计数才能实现二一三编组的方式,若编组光电开关被位置不正的料袋碰撞致使位置偏移或元件损坏,该点对PLC无法正常输入,致使编组机无法正常计数编组,码垛工序及以前工序停止。解决办法是检査或更换编组光电开关。
6.推袋机推至中位无法正常返回
原因:当推袋机将编组好的二袋(或三袋)料袋推至中位缓冲区后,应将推板抬起返回到后位再放下,若检测推板放下或抬起到位的气缸磁性开关(输入点)或气缸电磁阀(输出点)故障,均会无法正常返回。解决办法是检査相关部件及其电缆,消除故障点即可。
7.分层机无法正常打开
推袋机将5袋(一组)料袋推至分层机时,分层机无法正常打开,可能原因:压袋叉下压到位接近开关(输入点)位置偏移或损坏,造成检测元件输入信号故障。料层检测开关(输入点)位置偏移或元件故障无法照到料层,对PLC无信号输入。升降机底部分层板关到位接近开关(输入点)故障等。解决办法是逐项检査以上各点,逐一排除,更换后紧固各开关避免因振动造成以上不必要的停车。
8.料袋满垛后升降机降至底部后再次很快上升使垛盘无法到达垛盘输送机造成摊垛
满垛后垛盘排出时空托盘应由等待位运至升降机托叉上随后上升,由于托盘长时间使用致使底部结构机械损坏,如空托盘在运至升降机托叉上时对挡板叉撞击两次(应为一次),致使托盘到位检测开关(输入点)信号对PLC有两次输入,当垛盘满垛后降至底部时,PLC把第二次的检测误认为是此次循环的空托盘又到位,不将其排出反而随即升降机上升造成摊垛。解决办法是将损坏严重的托盘更换即可。
9.升降机制动失灵
因升降机抱闸损坏,致使升降机上升、下降时无法正常刹车,振动较大,严重时系统无法正常运行。解决办法是更换抱闸及其线圈整流器、电机制动接触器等元件并加以调试。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



