

来源:网络转载更新时间:2020-12-07 15:31:10点击次数:1911次
0前言
伴随着电子信息技术的不断创新,PLC做为新一代工业生产控制板以其很高的可靠性和技术性创新性,在工业控制系统行业获得了日渐普遍的运用。在焦碳的生产制造中,各煤种的配制以及精确性立即危害焦碳的级别。在文中详细介绍的全自动配煤自动控制系统中,选用PLC来保证 自动控制系统软件的平稳运作,选用具备P1D调整作用的称重控制器开展原煤的精确计量检定和调料。
l系统软件硬件开发
1.1系统硬件配置构造
系统软件硬件配置构造如图所示1所显示。
1.2系统硬件配置构成
(1)本系统软件的上位机软件选用研华工控1P-610工业控制系统电子计算机,内嵌研华工控PCL-743S双端口号高速RS232/RS485接口卡,从而完成称重控制器与上位机软件的通讯。
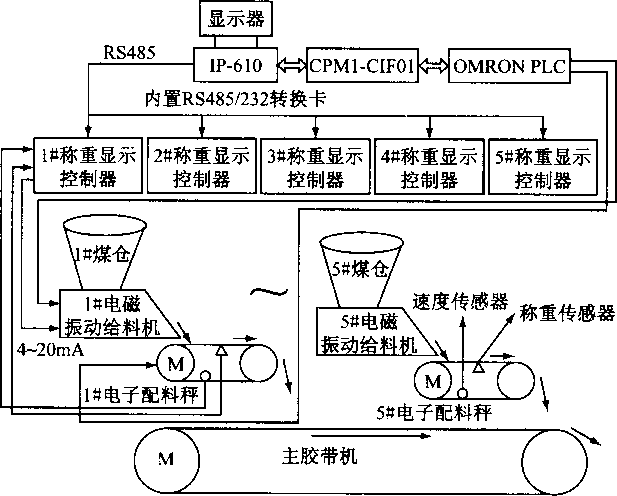
图1系统框架图
(2)仪表盘自动控制系统由5套电子器件调料胶布秤、5套xK3101D型称重控制器、重量传感器和转速传感器构成。该仪表盘能够液晶显示屏总计量、瞬时速度总流量,含有4~50mA輸出和RS485通信协议。
(3)电气设备自动控制系统分成手动式和全自动两一部分,二者根据万能切换开关完成。手动式一部分在实际操作台子上各自有起动、终止按键及其运作标示信号指示灯。手动式状况下,能够根据实际操作台子上相对的按键完成机器设备的起动和终止。全自动一部分选用OMRON企业的PLC,其CPU控制模块为CPM1A-40CDR-D,该控制模块有40个I/O点,24个键入点,选用DC24V开关电源,16个輸出点,为汽车继电器輸出,外扩3个控制模块CPM1A-20EDR,每片有20个1/O点,12个键入点,选用DC24V开关电源,八个輸出点,为汽车继电器輸出,总共一百个1/O点。选用HOSTL1NK通讯电源适配器CPM1-C1F01与上位机软件完成通讯。
1.3系统功能分析
(1)上位机软件
能够与xK3101D型称重控制器及其PLC开展通讯;能够设置各配料秤的给出总流量,显示信息当今总计量、瞬时速度总流量,根据界面显示界面,能够系统对配煤全过程实时监控系统;能够查看、复印班级的机器设备起停時间、生产制造表格等。
(2)仪表盘自动控制系统
本系统软件原材料的线上持续操纵由xK3101D型称重控制器来完成,该仪表盘选用1nte1企业的80C196KC为CPU解决重量传感器和转速传感器送进的数据信息,并以瞬时速度总流量的方式显示信息在液晶显示屏上,还能够储存、显示信息总计量。它可輸出4~50mA给磁感应给料机,具备P1D调整作用,完成系统软件的闭环控制系统和精确计量检定。因为磁感应给料机的下
料口会出现阻塞的状况产生,当系统软件的超调量超出预设值时,称重控制器便輸出一个开关量数据信号,起动当场警报器,提醒当场工作员去解决。此外,每台称重控制器还含有RS485通信协议,都挂结在RS485系统总线上,再根据工控机的内嵌研华工控PCL-743S双端口号高速RS232/RS485接口卡完成与上位机软件的串口通信。
(3)PLC自动控制系统软件
本系统软件PLC只做为逻辑性控制系统,关键对5台称重胶布电动机、磁感应给料机的次序起停和备煤生产车间主胶布的互锁开展操纵,及其对5条调料胶布方向跑偏开展解决,主胶布的起动和终止由备煤生产车间操纵。依据配煤系统软件的加工工艺规定,系统软件关键的开关量键入数据信号有主胶布的运作数据信号、调节数据信号、一切正常泊车和紧急制动数据信号,全部电源开关键入数据信号都根据小型继电器连接PLC,而輸出电源开关数据信号经小型继电器送到分别的实行设备。
在全部配煤系统软件中,主胶布由备煤主控室操纵起停,仅有在主胶布早已运作的状况下,才可以起动各称重胶布电动机和磁感应给料机,而且在主胶布紧急制动时系统软件做互锁操纵。当系统软件一切正常启动,距离主胶布进料端比较远的煤场先开料,其他煤场先后进料,终止万亦方然数。据机器设备依照逆煤流的方位起动,即先起动主胶布,重新启动称重胶布电动机,最终起动磁感应给料机。系统软件一切正常泊车时,依照顺煤流的方位终止,即先终止磁感应给料机,再终止称重胶布电动机,最终终止主胶布。
2系统软件开发
(1)上位机软件电脑监控软件设计方案
上位机软件应用Windows2000做为电脑操作系统,电脑监控软件选用Visua1Basic6.0和Access数据库查询开展开发设计。在上位机软件能够设定各配料秤的给出总流量、长焰煤的配制,能够即时显示信息每个配料秤的总计量、瞬时速度总流量、具体长焰煤的配制,并将每个班的生产制造状况纪录到数据库查询中,并依据接受到的数据信息形成即时生产制造表格、历史时间生产制造表格、各料种的即时曲线图,并且能够随时随地打
印。上台设备界面还能够显示信息1#~5#称重胶布电动机、磁感应震动送料的运作情况、胶布方向跑偏数据信号、报警系统,这种数据信号上位机软件从PLC的1R汽车继电器区载入,而且有操作记录和系统异常纪录。在本手机软件中能够设定电子计算机与称重控制器及其PLC的通讯主要参数。因为1#~5#称重胶布电动机、磁感应震动送料的运作数据信号是源自交流接触器的輔助延时继电器,并由小型继电器连接PLC的键入端,在手动式状况下,他们的运作情况依然能够在主界面上显示信息。
(2)PLC与上位机软件的通讯软件设计方案[1]
本系统软件中的PLC根据HOSTL1NK通讯控制模块与上位机软件通讯,HOSTL1NK指PLC与上位机软件的串口通信。因为CPM1A沒有RS232C口,因此 选用HOSTL1NK通讯电源适配器CPM1-C1F01与上台电子计算机的串口通信联接。HOSTL1NK系统软件应用HOSTL1NK通讯协议,上位机软件具备传输优先权,一直先传出指令并起动通讯,HOSTL1NK通讯模块接到指令交到PLC,随后将实行結果回到上位机软件的键入缓冲区域。当上位机软件传出通讯要求并获得PLC的回应后,二者间便开展数据信息的提交和下送。当PLC的RS232C端口接受到上位机软件的下送指令帧后,便自动将特定汽车继电器区的数据信息发送至上位机软件的键入缓冲区域,上位机软件就可以从缓冲区域获取数据。系统软件选用VB6.0内置的通讯控制MSComm撰写通讯程序流程,根据推送适度的指令帧就可以把连接PLC的1/O点数据信息读回来。这种1/O点归属于1R区,因此 在本系统软件中只需读1R区的数据信息就可以了。完成上位机软件与HOSTL1NK通讯模块的通讯只需撰写上位机软件程序流程,由于HOSTL1NK通讯模块本身含有通讯程序流程。可是,上位机软件与PLC的通讯基本参数务必一致,如串口波特率、数据位、终止位、奇偶校验。本系统软件的通讯主要参数为"9600,n,7,2",上位机软件的串行接口选用COM1或COM2。PLC与上位机软件通讯程序流程图如图2所显示。
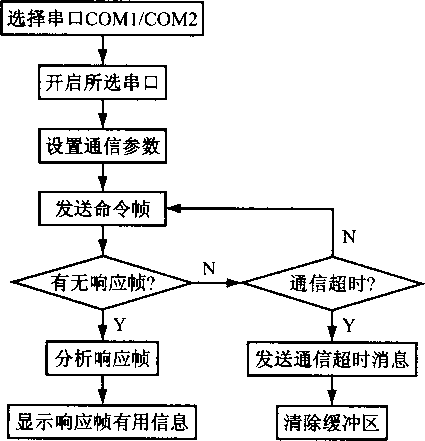
图2PLC与上位机软件通讯程序流程图
(3)称重控制器与上位机软件通讯软件设计方案[2]
装了通讯全过程中的最底层操作流程,客户只必须设定和监管控制的有关特性和事件即OnComm恶性事件,就可以完成串口通信。选用MSComm读取数据有二种方式:量化策略方法和定时执行查看方法。本系统软件选用二者融合的方法。当称重胶带机的起动数据信号(从PLC的1R区载入)为真时,上位机软件便能够和5台仪表盘通讯。在OnComm恶性事件中轮询端口号,当串口通信缓冲区域接受到数据信息时,开启OnComm恶性事件,这时候起动计时器轮询端口号,并关掉OnComm恶性事件。若计时器计时到,根据串口通信口向特定详细地址的仪表盘传出读指令,等待的时间到则查验1nBufferCount特性值来分辨键入缓冲区域是不是接受来到相对数量的标识符,进而开展数据信息的载入、分辨数据信息合理合法和数据信息的储存、解决、显示信息。接受完一帧后再开启OnComm恶性事件等候下一次开启。当对话框串口通信的接收缓冲区沒有接受到数据信息时,不开启OnComm恶性事件,也就不容易起动计时器轮询端口号,释放出来了CPU資源。
4PLC监控软件设计方案
上位机软件根据与5台称重控制器的通讯,能够传出给出总流量和配制,接受来源于5台仪表盘的具体总流量和每台仪表盘的当今总计量。上位机软件运用这种数据信息开展解决,在主界面上显示信息有关的数据信息如具体总流量、具体配制等,并形成相对的生产制造表格。上位机软件做为域名,1#~5#仪表盘做为从站挂接在RS485通讯系统总线上,完成主从关系通讯和上位机软件程序流程对下位机寻址方式、设定、查看等。为完成RS485通讯,系统软件选用研华工控PCL-743S双端口号高速RS232/RS485变换接口卡做为转化器,当其驱动软件安裝后,系统软件便会增加2个串口通信即COM3和COM4,本系统软件中上位机软件和仪表盘的通讯便是选用这两个串行接口中的一个,此外一个做为预留,其通讯主要参数为"9600,E,8,1"。
电子计算机做为上位机软件与做为下位机的5台仪表盘选用主从关系回复方法通讯,在本系统软件的互联网中只有一个服务器(上位机软件,连接点详细地址为0),服务器根据仪表盘详细地址区别不一样的从机,上位机软件自始至终处在积极情况,依据程序执行的必须向仪表盘传出读写能力指令。从机处在处于被动情况并接受相对的上位机软件指令。必须载入称重控制器的数据信息时,上位机软件根据通讯口向特定详细地址的仪表盘传出读取数据指令,仪表盘回应并将数据信息准备好,按统一的数据通讯帧文件格式编写成回应字符串数组,服务器再度读通讯口接收缓冲区就可以看到所需数据信息。向仪表盘写数据信息时,上位机软件向特定详细地址的仪表盘传出写指令及主要参数数据信息,仪表盘接受并回到回应状况。通讯程序流程选用VB6.0编万写方,数使据用通讯控制MSComm。该控制封PLC是电子控制系统的关键,它进行系统软件机器设备的次序起动和次序终止及其机器设备中间的自锁互锁、互锁。本系统软件的PLC选用OMRONCPM1A,拓展后有一百个1/O点,并根据RS232通讯电源适配器与上位机软件通讯。在上位机软件安裝数控编程软件OMRONSYSMACCPT,选用梯形图程序编写。
全部PLC控制手机软件依照配煤的生产流程开展,并考虑到系统软件的维护、常见故障解决、警报及其和备煤生产车间操纵数据信号的互锁。起动按逆煤流的方位开展,即离煤源比较远的机器设备先起动,终止按顺煤流的方位开展,即离煤近期放进机器设备最先停止运行。在自动控制方法下,配煤生产车间的起动和终止数据信号由备煤生产车间传出。
3总结
本系统软件的电气控制系统一部分选用根据PLC的自动控制和选用汽车继电器操纵的手动式操纵紧密结合的操纵方法,不但能够在一切正常状况下完成系统软件的平稳运作,还能够根据手动式操纵便捷地完成系统软件的维护保养和单独运作。该系统软件自资金投入运作至今运作平稳,能考虑生产制造的必须。
本文源于网络转载,如有侵权,请联系删除
 ×
×



