

来源:网络转载更新时间:2020-05-21 11:07:46点击次数:2323次
1.包装机工作过程
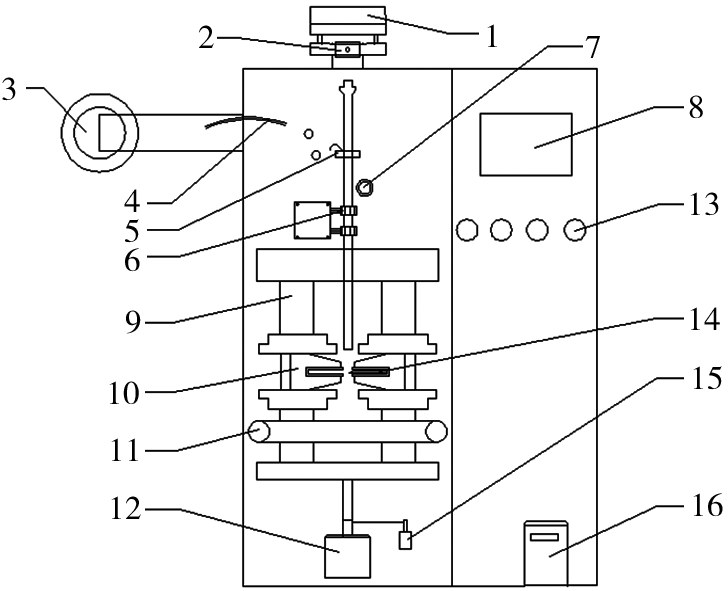
该包装机主要由供料装置、纵封装置、横封装置、切断装置、膜输送装置以及其他辅助装置组成。各装置通过分工合作,共同完成包装过程。包装机总体机构见图1。该包装机的工作过程是集送膜、制袋、填充、封口、切断、输送为一体的流水线生产方式,提高了生产效率[4]。同时,该包装机设计有手动和自动两种工作模式,在自动模式下,连续执行包装过程,实现高效生产;在手动模式下,主要用来调试单个工作位置是否处于正常工作状态。
2.包装机工艺说明
包装机工艺设计是一台设备的核心。通过分析,整个包装过程主要为供料、纵封、横封、切断等部分。首先实现地是制袋过程,包装膜通过袋成型器将包装膜对折再经纵封装置将其封合成圆筒状,然后进行物料的填充和横封操作。包装袋的切断动作则是通过旋转编码器来测定,将旋转编码器所处的角度传送到PLC 控制中心进行处理,然后发送控制信号,将电磁阀吸合带动气缸动作,气缸推动切刀实现包装袋的切断变频器主要用于控制异步电机的转速,变频器外接电位计,通过调节电位计来控制电机频率,进而达
到包装速度可调,可根据生产需要设置包装速度的目的。触摸屏则取代了传统按钮的使用,减少了接线的繁琐,同时将控制温度实时显示在触摸屏上。本设计还可用于统计总的生产数量,并统计用时时间。
该横封装置采用一对独特的U 型装置,U 型横封块封合一次将实现上一个包装袋的上封口和下一个包装袋的下封口,提高了封合效率。同时在U 型横封块中还安装有切刀装置,在横封之后的瞬间,PLC 控制接通切刀电磁阀带动气缸,气缸推动切刀将包装袋切断,切刀电磁阀断电,切刀在弹簧的作用下自动复位。
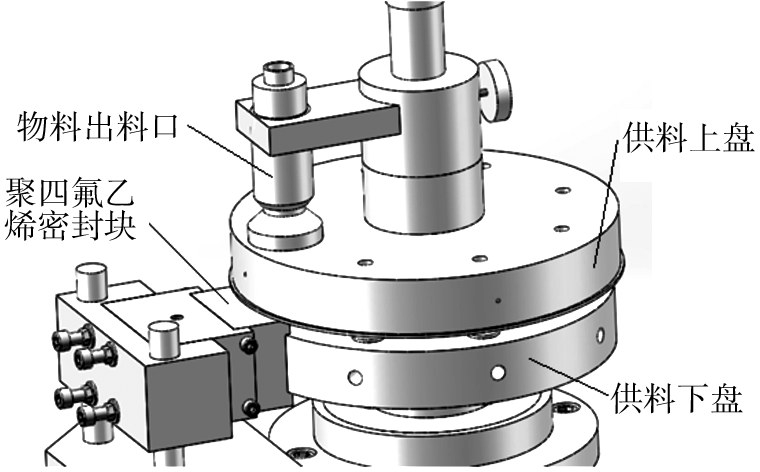
该包装机物料的定量方式为容积式,在供料上盘上有8 个容积式小孔,小孔具有一定的深度,用于盛装物料。如图2 所示,在供料盘旋转时,物料落入小孔内,当转盘继续旋转,容积式小孔与物料出料口重合时,两者紧密贴合,小孔内的物料在高压气体的作用下被吹出进入包装袋内,完成一次填充。
PLC 作为一种新型的控制装置,其具有抗干扰能力强、可靠性高、编程方便等特点而被广泛应用于工业领域[9—10]。S7-1200 是西门子公司开发的一款中小型可编程控制器,在研发过程中充分考虑了系统、控制器、人机界面和软件的无缝整合和高效协调的需求。S7-1200 具有集成 PROFINET 接口,该接口具有自动交叉网线功能RJ45 连接器,通过互联网可以实现远程控制,同时监视和控制分布式的 S7-1200 单元。另外,其具有强大的集成工艺功能和灵活的可扩展性等特点,S7-1200 硬件在设计时都力求紧凑,节省了在控制柜中的安装占用空间。根据包装机控制系统所实现的动作要求,该系统共需输入点10 个,输出点13 个。考虑S7-1200 强大的集成工艺功能和简洁的编程方式,在满足控制要求的条件下,最终采用 S7-1200 CPU1215C 和扩展输出模块SM1222。配置西门子(CPU1215C),规格为INPUT: 14 和OUTPUT:10,DC/DC/DC;西门子(SM1222),规格为OUTPUT:8,固态- MOSFET(源型)[11]。
3.结语
通过PLC 控制的系统设备具有良好的系统稳定性和先进性,与传统继电器和凸轮控制方式相比在生产效率上有了明显的提高。同时结合触摸屏技术,实现了良好的人机交互界面,提高了系统的人性化、智能化水平。
本文源于网络转载,如有侵权,请联系删除
 ×
×



