

来源:网络转载更新时间:2020-08-21 10:14:04点击次数:2658次
目前尿素包装设备生产企业较多,产品各具特色。然而由于尿素包装具有髙湿、高粉尘、腐蚀性强、易结块等特点,真正能满足包装质量和包装产量要求的全自动包装设备较少;尿素包装大部分采用不覆膜的软包装袋和覆膜包装袋两种包装袋,这使得现有的其他领域全自动包装系统难以满足尿素包装要求。
1全自动包装设备选择
锦西某有限责任公司(简称锦天化)尿素装置年产量为52万吨,包装车间铁路运输站台容量为3000t,汽车运输站台容量为1200t,共6条人工包装生产线,存在劳动强度大、包装现场环境恶劣、包装精度稳定性差等诸多问题。为彻底解决这些问题,决定将现有的半自动包装生产线改为全自动包装生产线。2008年4月,通过对国内现有全自动包装设备进行考察对比,经充分调查研究发现:在高湿、高粉尘、腐蚀性强的尿素包装环境中,MF2007NT全自动包装线能够满足尿素包装工况的要求。2008年10月完成了改造。设备运行一年来,通过对全自动包装线各项指标进行统计分析,并结合管理和维护经验,认为MF2007NT全自动包装系统主要有以下几方面的特点。
1) 能实现覆膜包装袋和不覆膜软包装袋的自动上袋;能适应尿素包装粘附性强,易结块,高湿、高粉尘且有腐蚀性的特点。
2) 包装质量,特别是包装袋重称量。改造前电子秤在启动后,约需要包装200袋左右后才能基本稳定,而且校秤工作复杂。MF2001NT应用了其自动校秤技术,可定时设定自动校秤,确保了称量不会受温度等因素的影响。在确保袋重合格率(袋重指标50kg±0.5kg)100%的基础上,可使单包包装精度50kg±0.03kg可控制在98%以上;折边机采用了厂家自主研发生产的产品,并与自动上袋配合,保证了上封口合格率达到98%以上。
3) 结构简单科学,占地面积小,上袋系统宽仅2750mm,占地面积与其他全自动包装设备相比节省了40%的空间。如果从已有的半自动包装线进行改造,MF2007NT型机组是最适合不过了。
4) 结构简单合理,套袋和撑袋都用机械手完成,简化了其他自动上袋在此环节上的复杂流程。结构的简化,也使得设备维护成本大大降低。
5) 包装速度快,最高可达到19包/min,连续平均可达1000包/11。最高单班包装量达到6500袋,相当于一个班完成了6节火车皮的装运量。
6) 人机界面友好,触摸屏操作,故障点排查和维护图文显示,一目了然。
2MF2007NT全自动包装线结构
MF2007NT全自动包装系统由MF2001NT定量包装秤、MF2007SD自动上袋系统.MF2008FS缝包输送系统组成。其中:MF2001NT定量包装秤由MF2001NT无线数传智能称重控制器及其机械部分构成,称重机构包含了某公司的全自动校秤
专利技术,可以在线自动校准,避免传感器因温度等因素变化对称重精度造成的影响。主要参数:额定称量25.000~50.000kg;称量精度0.01%;单秤称量速度不小于15袋/min,双秤称量速度不小于22袋/min;防护等级IP65(可直接安装在现场);通讯:无线数据传输。
与其他各厂家(包括锦天化)现用电子秤相比,MF2001NT称重系统有很大优势,特别是其高精度完全可将平均净重控制在50.00kg/袋。以2010年锦天化年平均净重完成情况为例:全年包装尿素60万吨,年平均净重分别是40.04kg和50.04kg,按全部为50kg包装.1600元/t计算,全年由于平均净重高出部分就损失78.6万元,仅一条自动化包装线至少可节约13.1万元。
MF2007SD自动上袋系统为全自动上袋的核心,由升袋部分、取袋部分、整袋部分、机械手、推包部分、自动控制部分组成。其大致工作流程是:取袋装置抓取包装袋平稳放置在整袋装置上;整袋装置将包装袋整理平整,待上袋装置吸取;称量好的包装袋落入推包机上,推包机夹持包装袋送入折边机。此装置包含了可专门吸取各种包装袋的吸头、气关节、机械手、取袋装置、整袋装置、推包机等多项专利技术。其中,吸头接触面积与通径比例很小,使得吸头可以提供足够的流量来吸取包装袋;气关节模拟了人手捏住袋子的动作;多级嵌套气缸式的机械手完成了吸袋、撑袋、套袋一系列复杂动作;推包一次完成了整袋、送袋动作。MF2007SD自动上袋装置摒弃了已有的以日本牛朗为代表的庞大复杂结构形式,开辟了全新的技术路线,完全模仿人的动作,简单、实用的实现了各种包装袋的自动上袋,特别是能在高粉尘、腐蚀环境中使用。
MF2008FS缝包输送系统由MF2008ZB自动折边机、MF2008FS缝包输送机.MF2008DB倒包及倒包输送机、MF2008FZ缝包立柱及MF2008FK缝包控制箱组成。自动剪线控制系统采用合理的光电检测位置与算法,可以高精度的控制剪线长度,降低线耗;断线检测装置采用了其特殊算法,简单而可靠的进行断线报警,报警准确率100%。大大提高了上封口质量和断线检测可靠性。
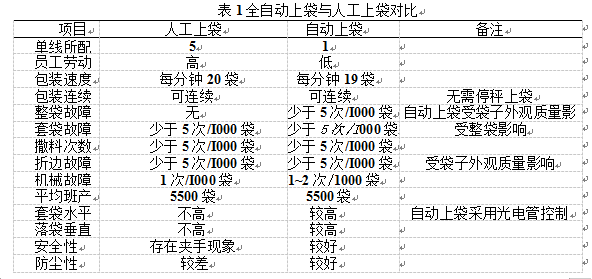
3全自动包装线与人工包装线对比
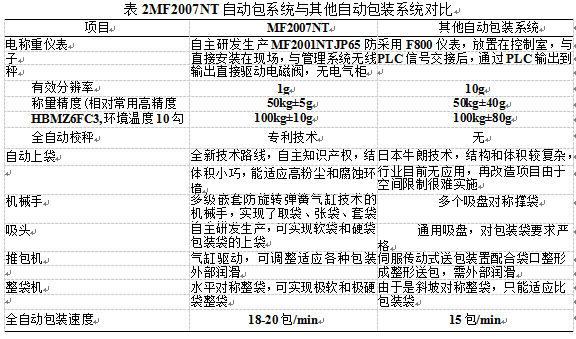
全自动上袋与人工上袋对比见表10在实地考察包装设备的过程中发现,一些生产全自动包装设备的企业都是效仿日本牛朗的设计理念和生产技术制造的。 从技术和实际应用角度出发,MF2007NT全自动包装系统与其他大部分全自动包装设备在稳定性、实用性、经济性等方面有一定的优势,MF2007NT自动包系统与其他自动包装系统的对比见表
4结束语
MF2007NT是一套完整的机电一体化系统,它简化了常规包装机械中的繁琐和不合理部分,而将机械、微机、微电子、传感器等多种学科的先进技术融为一体。 通过本次改造成功的将全自动包装系统引进到化肥包装生产线,从根本上改变了化肥包装的生产流程,提高了生产效率。
包装生产的现状,使锦天化包装平均净重由原来的50.04kg控制到目前的50.00kg。自动化包装线在保证完成生产任务的前提下,操作人员由原来的5人减少到目前的2人,缓解了操作人员短缺的一大难题。仅此两项一条自动化包装线每年能为锦天化节约资金近30万元。随着企业用工费用的逐年上涨,降低生产成本、减少损耗,是企业增强市场竞争力的首要管理措施。全自动包装将来一定会成为未来大氮肥生产领域包装发展的必然趋势。
文章来源于网络转载,侵删
 ×
×



